О том, как надо строить карту потока создания ценности.
Это пошаговое руководство по построению карты текущего состояния потока создания ценности, первому шагу в вашей работе по достижению идеального состояния вашего потока создания ценности и действительно бережливой системы управления. Ваша карта текущего состояния потока создания ценности — это результат усилий команды, которая состоит из людей, участвующих в процессе, в реальном процессе, а не эксперта, запертого в комнате со стопками документов, описывающих процессы.
- выбор продукта (продуктового семейства) для построения карты
- систему обозначений карты потока создания ценности
- определение границ процесса
- этапы процесса
- информационные потоки
- данные о процессе
- расчеты для заполнения шкалы времени
- множественные поставщики и потребители
- интерпретация данных
- следующие шаги (карты идеального и будущего состояний)
Что такое карта потока создания ценности (VSM)
Ваша карта потока создания ценности — это представление движения потока материалов от поставщика к потребителю через вашу организацию, так же как и потока информации. Она позволяет вам с одного взгляда увидеть задержки в вашем процессе, любые препятствия и избыточные запасы. Ваша карта текущего состояния потока создания ценности — первый шаг в работе по достижению идеального состояния вашей организации.
Как построить карту потока создания ценности?
Построение карты потока создания ценности — это работа для команды, и в ней должны участвовать представители всех участков описываемого процесса. Эту работу должен направлять и вести эксперт, который имеет опыт в построении карты потока создания ценности. Карта потока создания ценности строится вручную, «в карандаше» (вам может потребоваться делать частные изменения и корректировки) на листе формата А3. Лучше делать её вручную и вовлечь в эту работу полную команду, вместо того, чтобы отдать всю информацию эксперту и ждать, когда он вернётся с готовым результатом.
Пошаговое руководство по построению карты потока создания ценности
Выберите продукт или семейство продуктов
Во-первых, вы должны решить, карту какого именно потока вы хотите построить, и в компании, которая выпускает разнообразную продукцию, нужно выполнить немного подготовительной работы, чтобы определить, для какого продукта или семейства продуктов вы будете строить карту. Мы можем принять решение построить карту для продуктов, которые имеют максимальный объем производства или дают наибольший доход, или можно посмотреть на ассортимент продукции со стратегической точки зрения, чтобы понять, с чем нам придется больше всего работать в будущем, или мы можем руководствоваться желаниями наших потребителей.

Если у нас есть обширный ассортимент продукции, мы можем пожелать начать с анализа продуктовых семейств, это простой обзор наших продуктов и того, через какие процессы они проходят. Не обязательно анализировать весь ассортимент, для того, чтобы решить, какие продукты анализировать, используйте принцип Парето (для объема производства в штуках, в деньгах, или и в том и в другом). Этот анализ может помочь нам сгруппировать вместе продукты, которые движутся по нашим процессам по одним маршрутам. Затем мы можем сконцентрировать нашу карту потока создания ценности либо на отдельном продукте, либо на семействе продуктов, которые проходят по одному и тому же маршруту.
Система обозначений карты потока создания ценности
На рисунке показаны наиболее часто используемые символы карты потока создания ценности и то, что они означают. Не нужно использовать именно эти конкретные символы. Если у вас есть символы, которые больше подходят для ваших процессов и более понятны, тогда используйте их.

Границы процесса
Нам нужно определить пределы карты, большинство карт потока создания ценности проходят по организации от поставщика до покупателя, и это должны быть первые блоки, которые вы помещаете на карту для того, чтобы ограничить процесс. Можно построить карту потока создания ценности для всей цепи поставок, в этом случае начальной и конечной точкам для карты вашего процесса могут быть сырьё и конечный потребитель, и в этом случае вместо блоков, описывающих этапы процесса, вы будете использовать блоки, описывающие отдельные компании.
Этапы процесса
После того, как вы установили границы вашего процесса, вам нужно определить этапы вашего процесса для вашей карты. Некоторые рекомендуют пройти по процессу от потребителя назад к поставщику, или предлагают какой-то другой способ, но, откровенно говоря, не так важно, каким образом вы это сделаете.
Этапы процесса — это различные операции, которые выполняются над продуктом, которые обычно протекают в одном месте и имеют одну точку входа для сырья и одну точку выхода для готового полуфабриката или продукта. Мы не разбиваем каждую операцию на отдельные задачи, есть другие методики описания процессов, такие как построение схемы потока, которые лучше пригодны для анализа такого уровня детализации.

Добавьте на вашу карту потока создания ценности информационный поток
Одна из особенностей, которая отличает VSM от большинства других методов описания процессов — это включение в карту информационного потока. Нам нужно добавить на карту сведения о том, как клиент заказывает продукт, частоту и способ передачи информации, и как мы транслируем это дальше нашим поставщикам. Мы также добавляем сведения о том, как мы затем передаем сведения о требованиях нашим процессам, чтобы гарантировать, что мы произведём именно то, что нужно клиенту.

Сбор данных о процессе
Теперь нам нужно немного подумать и поработать, добиться того, чтобы команда собрала данные о производительности каждого этапа процесса. Вот типичные данные, которые обычно собирают:
- запасы
- время цикла (сколько нужно времени чтобы сделать одно издение / один продукт
- время переналадки (от последнего годного изделия до следующего годного изделия)
- доступность (готовность оборудования к работе)
- количество операторов
- рабочие смены
- чистое доступное рабочее время
- процент брака
- размер упаковки/ размер паллеты
- размер партии
Выберите значимые для вашего процесса измерения и запишите реальные данные на рабочих местах, постарайтесь избежать «исторических» данных везде, где это возможно, соберите данные самостоятельно. Если вы используете данные о временных периодах и другие данные из «системы», чтобы сэкономить своё время, выделите эти данные и добейстесь того, чтобы вернуться и подтвердить эти сведения во время выполнения работ. Запишите эти данные в «блок данных» на вашей карте потока создания ценности.

Запасы
Запасы и перепроизводство — два самых больших из семи видов потерь, и они возникают тогда, когда у нас есть проблемы в нашем производственном процессе. Мы используем избыточные запасы для того, чтобы подстраховать себя от проблем, возникающих внутри процесса, так что нужно внимательно отнестись к сбору данных о запасах. Когда вы тщательно пересчитываете запасы для заполнения вашей карты, нет ничего удивительного в том, что вы найдёте паллеты с запасами в странных местах из-за предшествующих проблем или непредвиденных обстоятельств.
Шкала времени
Мы заполняем шкалу времени для того, чтобы получить информацию об общей продолжительности процесса и оборачиваемости запасов в процессе; мы используем запасы между каждой парой этапов и суточный спрос для того, чтобы рассчитать количество дней запасов и указать эти данные в верхней части шкалы времени, это позволит нам посчитать общее время выполнения заказа. Затем времена цикла для единичного изделия (продукта) по каждому этапу указывается в нижней части шкалы времени, а все их можно будет сложить для того, чтобы посчитать время обработки.
В этот момент типичным результатом будет время выполнения заказа продолжительностью от нескольких дней до нескольких недель, а время обработки будет составлять всего несколько минут, что подчеркивает, насколько много потерь присутствует в нашей системе.
Это даст нам полную карту текущего состояния потока создания ценности. Теперь можно будет начать настоящую работу.

Множественные поставщики и потребители на карте потока создания ценности
Построенная выше карта потока создания ценности — это исключительно учебный пример карты с одним клиентом и одним поставщиком. Гораздо чаще мы имеем дело с множеством поставщиков и клиентов, и может потребоваться нарисовать больше одного контрагента. В этом случае процесс остается тем же самым, но когда вы рассчитываете время по шкале времени, используйте самый худший из вариантов запасов. Если у вас много поставщиков, имеет смысл сконцентрироваться на наиболее важных поставщиках и сгруппировать их в схожие группы, например, «крепёж».
Скорее всего вы сможете все же изображать множество клиентов как одного, либо, если это нужно, как группы клиентов со схожими требованиями, такими как «еженедельный заказ» или «ежемесячный заказ».
Интерпретация карты потока создания ценности
Блоки данных об этапах и шкала времени содержат много информации о нашем процессе, в одном документе вы можете увидеть расположение проблемных зон, таких как:
- избыточные запасы
- большое время цикла
- низкая доступность
- избыточное время переналадки
- низкий уровень качества / множество переделок
Создание карты идеального и будущего состояния потока создания ценности
Отмеченные выше проблемы можно решить одну за другой, но что нам на самом деле нужно — так это видение того состояния, к которому мы хотим прийти, чтобы мы могли сфокусировать наши усилия на достижении согласованного «идеального состояния». Ведомая экспертом команда должна построить карту идеального состояния потока создания ценности. Эта карта должна изображать то, каким должен стать абсолютно идеальный вариант процесса, которого следует достичь, и это нужно согласовать с высшим руководством как конечную цель вашей работы по построению карты потока создания ценности. Это идеальное состояние станет, скорее, единичной ячейкой, в отличие от изолированных друг от друга функциональных подразделений в разных частях завода с ежедневной (а может и чаще) поставкой клиенту и от поставщика. Для того, чтобы исключить необходимость в планировании и составлении расписания работ, можно использовать канбаны, а также стоит рассмотреть и многие другие идеи.
Как только вы сформировали идеальное состояние, вы можете начать планировать достижение вашего общего видения того, каким должен стать процесс. Простейшим способом того, как это сделать, будет план из серии улучшений, каждое из которых будет занимать 2-3 месяца, и вы можете использовать вашу карту потока создания ценности для того, чтобы рассказать о том, что вы хотите сделать. Используйте символ кайдзен-улучшений на карте вашего текущего состояния, чтобы выделить зоны, которые вы хотите улучшить, к примеру, сократить время наладки на финальном тестировании с 20 минут до 5 минут, ваше стремление к реализации задуманных улушений станет будущим состоянием карты потока создания ценности. Вам может потребоваться несколько итераций карты будущего состояния перед тем, как вы наконец достигните вашего идеального состояния.

Пишите ваши вопросы и замечания в комментариях, ниже.
Оригинал статьи «Creating a Value Stream Map «. Информация об авторе доступна на той же странице.
Карта потока создания ценности (value stream map, VSM) – это схематическое описание действий, которые совершаются с продуктом по мере его продвижения к конечному потребителю. В ней отражаются все этапы, начиная с генерации идеи, разработки, производства и заканчивая доставкой потребителю, сервисным обслуживанием и даже утилизацией и переработкой.
Различают два типа карт: текущего и будущего состояния. Первый отражает модель процесса на текущий момент и служит для его диагностики (выявления потерь), а второй – то, каким он должен быть в будущем – более совершенном состоянии. Таким образом второй тип карт служит для проектирования (перепроектирования) процесса.
Остановимся на VSM текущего состояния, поскольку проект по совершенствованию бизнес-процесса, как правило, начинается с его диагностики. Для того, чтобы построить карту, следует выполнить 5 шагов:
1. Определить цели улучшения.
Перед тем как начинать строить карты потока создания ценности нужно определить цели улучшения бизнес-процесса. Если вы собираетесь заняться простым описанием процессов – только напрасно потратите свое время и другие ресурсы. Говоря языком Бережливого производства – высока вероятность преумножить потери.
Цели могут касаться таких аспектов, как безопасность, качество, дисциплина поставок, производительность, скорость, гибкость, управляемость, эргономичность, адаптивность, себестоимость и др. Для одного проекта рекомендуется устанавливать 1- 2 цели, что позволит сфокусировать ресурсы команды и четко определять приоритеты выполнения задач.
Затем нужно определить показатели и индикаторы достижения, задать текущие и целевые их значения.
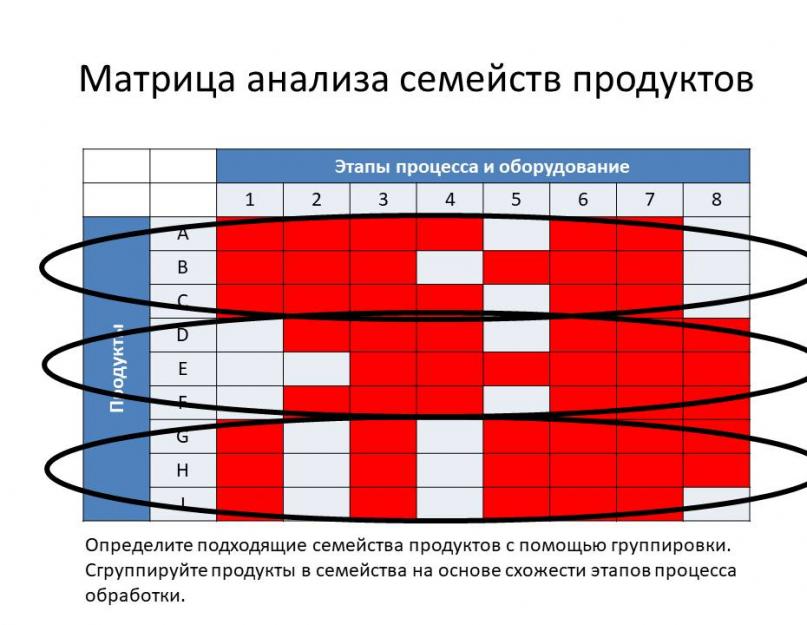
2. Правильно выбрать семейство продуктов.
Строить VSM для каждого из производимых продуктов не очень эффективно. В реальных проектах выбирается целое семейство. Это позволяет на порядки снизить количество карт.
Многим кажется, что определить семейство продуктов достаточно просто, но в реальных проектах данный вопрос вызывает большое количество споров среди участников команды.
К примеру, компания производит различные изделия из гранита. Цельные, большие куски породы идут на изготовление надгробных и мостовых плит, средние – на бордюры, а из мелких вырезают статуэтки. Но если для производства первых двух нужна только обработка и шлифовка на одном и том же оборудовании, то последним необходимо ещё дополнительно придавать индивидуальную форму.
Если выбрать в качестве базового продукта статуэтки, то полученная в результате карта будет отображать все этапы и маршруты, относящиеся к их производству, что позволит создать ценность для потребителей данных изделий. Но при этом будут упущены из виду операции, связанные с обработкой и шлифовкой больших плит, так как все усилия по оптимизации будут направлены в другую сторону.
Поскольку создать для каждого вида продукции свою VSM не представляется возможным, в качестве базового объекта следует выбирать тот продукт, который дает наиболее широкий поток, захватывает как можно большее количество этапов производства, является ценностью для клиентов и пользуется спросом на рынке.
3. Отразить основные этапы бизнес-процесса.
Начинать нужно с «конца», т.е. с этапа (операции) после которой продукт непосредственно попадает к клиенту, постепенно разматывая весь «клубок» до начальных стадий производства. Все этапы рабочего процесса отмечаются в последовательности: доставка, погрузка, шлифовка, вырезание, обработка и т.д.
4. Отметить движение материалов и информации.
Указываются все поставщики гранита с карьеров, отмечаются сроки погрузки-разгрузки породы со складов. Кроме того, все расходные компоненты тоже выделяются в потоки. Для каких-то элементов должны постоянно проводится замеры и пробы на предмет соответствия стандартам качества. Информационные потоки – это планирование, команды, распоряжения, контроль и оценка производства со стороны менеджмента, коммуникация между заказчиком и клиентами (например, мониторинг предложения на рынке, опрос потребителей и т.п.)
5. Зафиксировать параметры процессов.
На карте фиксируют основные количественные показатели каждого этапа. Все временные затраты на производство продукции, простои оборудования, процент брака, усилия персонала, объемы запасов материалов, комплектующих, незавершенного производства, готовых изделий. Параметры выбираются индивидуально, в зависимости от целей и специфики конкретного проекта. В процессе заполнения VSM важно, чтобы все участники команды вносили свои правки, чтобы итоговый результат объективно отражал текущее положение дел.
6. Обнаружить и количественно оценить потери в бизнес-процессе.
На этапах 3–5 команда должна выявить и отобразить на карте все обнаруженные потери в процессе, устранение или снижение которых должно привести к достижению целей улучшения. После этого потери должны быть структурированы и оценены количественно.
Карта потока создания ценности – это инструмент, помогающий претворить в жизнь философию Бережливого Производства. VSM позволяет собрать полную и наглядную информацию о состоянии бизнес-процессов, что помогает эффективно вырабатывать способы их оптимизации.
Картирование потока создания ценности - это достаточно простая и наглядная графическая схема, изображающая материальные и информационные потоки, необходимые для предоставления продукта или услуги конечному потребителю. Карта потока создания ценности дает возможность сразу увидеть узкие места потока и на основе его анализа выявить все непроизводительные затраты и процессы, разработать план улучшений.
Картирование потока создания ценности включает следующие этапы:
1. Документирование карты текущего состояния
2. Анализ потока производства
3. Создание карты будущего состояния
4. Разработка плана по улучшению
Картирование
– визуализированное описание в определённой форме потока (материального, информационного) создания ценности бизнес-процесса. Картирование производится в условиях «как есть», «как должно быть» и «как будет».
При помощи этого инструмента создаётся карта потока создания ценности, которая позволит чётко определить время создания ценности и потери, существующие в потоке создания ценности.
Карта потока создания – это инструмент, с помощью которого можно отобразить материальные и информационные потоки в ходе создания ценности. Временем создания ценности принято считать время выполнения работ, которые преобразуют продукт так, чтобы потребители были готовы платить за него. Поток создания ценности - все действия (добавляющие и не добавляющие ценность), нужные, чтобы произвести продукт.
К сожалению, практика показывает, что потери у нас составляют львиную долю процесса, их размер доходит до 80 % - это и есть поле деятельности для системы Кайзен: непрерывное улучшение; способ стремления к совершенству через устранение потерь; предложения по устранению потерь.
Всем известно, что нужды потребителя непрерывно растут, а значит, и процесс улучшений тоже непрерывен, так как он направлен на трансформацию нужд потребителя в конкретную продукцию.
Картирование потока создания ценности включает следующие этапы:
Документирование карты текущего состояния
На этом этапе создается подробное описание процесса создания какого-либо одного продукта (или семейства продуктов) с указанием всех операций и состояний, необходимого времени, количества работников, информационных потоков и т. д.
2. Анализ потока производства
Целью построения карты текущего состояния является выявление: действий создающих какую-либо потребительскую ценность, и действий, ее не создающих.
Из последних некоторые могут быть необходимы и не могут быть устранены (например, бухгалтерия), такие действия должны быть максимально оптимизированы, другие могут быть сокращены или оптимизированы (например транспортировка или складирование). Для этого выясняются требования заказчика к качеству и свойствам продукта. Определяются характеристики продукта, которые нельзя изменять ни при каких условиях и характеристики, которые можно изменить по согласованию. Только на основании такой информации можно точно определить где создается потребительская ценность, а где нет.
Создание карты будущего состояния
Карта будущего состояния отражает идеальное состояние после проведения всех намеченных изменений. Производится также выявление скрытых потерь с целью их последующего устранения.
4. Разработка плана по улучшению
Определение методов перехода к будущему состоянию, назначение конкретных задач, сроков и ответственных за реализацию.
Вытягивающее поточное производство
Вытягивающее производство (англ. pull production) - схема организации производства, при которой объёмы продукции на каждом производственном этапе определяются исключительно потребностями последующих этапов (в конечном итоге - потребностями заказчика).
Идеалом является «поток в одно изделие» (“single piece flow”), т. е. поставщик (или внутренний поставщик), находящийся выше по потоку, ничего не производит до тех пор, пока потребитель (или внутренний потребитель), находящийся ниже, ему об этом не сообщит. Таким образом, каждая последующая операция «вытягивает» продукцию с предыдущей.
Подобный способ организации работы тесно связан также с балансировкой линий и синхронизацией потоков.
Система Канбан
Система КАНБАН разработана и впервые в мире реализована компанией «Toyota».
КАНБАН - японское слово, обозначающее «сигнал» или «карточка». Это метод, используемый для вытягивания продуктов и материалов на бережливые производственные линии. Существует несколько вариантов КАНБАН в зависимости от применения: запускающий предыдущий процесс, двухбункерный (однокарточный), многокарточный, канбан однократного использования и др.
КАНБАН позволяет оптимизировать цепочку планирования производственных активностей, начиная от прогноза спроса, планирования производственных заданий и балансировки/распределения этих заданий по производственным мощностям с оптимизацией их загрузки. Под оптимизацией понимается «не делать ничего лишнего, не делать раньше времени, сообщать о возникающей потребности только тогда, когда это реально необходимо».
Система Канбан - средство организации производства, обеспечивающее соблюдение принципа «точно вовремя», первого из принципов производственной системы Тойоты.
По существу, канбан - это простая форма непосредственной коммуникации, всегда находящаяся там, где необходимо. В большинстве случаев канбан представляет собой листок бумаги, запаянный в прозрачный пластиковый пакет. На этом листке обозначено, какие детали доставить или какие узлы собирать.
Листок содержит информацию, которая может быть разделена на три категории:
- информация о получении продукции;
- информация о транспортировке;
- информация о самой продукции.
Канбан управляет потоком продукции и всем производственным процессом компании в системе «вытягивания» . Канбан передает информацию по вертикальной и горизонтальной производственной иерархии как внутри самой компании Toyota, так и в системе сотрудничества Toyota с партнерами. Если систему канбан правильно использовать, можно синхронизировать и структурировать все этапы работы.
В итоге один листок бумаги содержит следующую информацию: количество продукции, время, метод, последовательность или количество перевозок, время перевозки, место доставки, место хранения, средства перевозки, контейнер и т.д. Если комплектующие поступают раньше нужного времени - не в точно определенный срок, потерь избежать не удастся. Канбан позволяет добиться поставки точно вовремя, поскольку его цель состоит именно в своевременности поставки. В сущности, канбан становится автономным нервом производственной линии.
В производственной системе Тойоты благодаря канбану удается полностью избежать перепроизводства. В результате не возникает лишних запасов, а следовательно, нет необходимости в складских помещениях и работниках склада. Кроме того, отпадает потребность в кипах ненужных документов. Канбан также обращает внимание на необходимость исключения потерь. Его применение стимулирует творческое мышление и инициативу, и сразу же становится ясно, где существуют потери.
Функции канбана:
- Предоставляет информацию о месте и времени получения и транспортировке продукции.
- Предоставляет информацию о самой продукции.
- Предотвращает перепроизводство и использование лишнего транспорта.
- Используется в качестве заказа на работу.
- Предотвращает производство дефектной продукции, выявляя, на каком именно этапе появляются дефекты.
- Обнаруживает существующие проблемы и помогает контролировать объемы производства.
Существенной функцией канбана является предоставление информации, которая связывает предыдущий и последующий процессы на каждом уровне . Канбан сопровождает продукцию и является важным средством коммуникации в рамках системы оперативной поставки узлов.
Если предприятие не смогло полностью освоить метод работы, при котором все производство организовано в форме "потока" , ему не удастся сразу же перейти к системе "канбан". К другим условиям относятся: точное "выравнивание" производства и полное соответствие стандартным методами работы. Для того чтобы канбан работал успешно, стабилизация и выравнивание производства являются обязательными условиями.
В соответствии с первым и вторым правилами канбан служит в качестве заказа на получение, перевозку или доставку и заказа на производство. Третье правило запрещает приобретать или производить продукцию без канбана. Четвертое правило требует, чтобы карточка канбана была прикреплена к продукции. Пятое правило диктует условие, чтобы 100 % продукции выпускалось без дефектов (то есть содержит запрет на отправку дефектной продукции на последующие процессы). Шестое правило призывает нас сокращать количество канбанов
. Половинчатое внедрение канбана приводит к массе проблем и нулевой выгоде.
Канбан всегда сопровождает продукцию и, следовательно, становится заказом на производство для каждого процесса. Таким образом, канбан предотвращает перепроизводство - категорию наибольших потерь при производстве.
Для уверенного производства 100 %-бездефектной продукции мы должны наладить систему, которая автоматически информировала бы нас о любом процессе, производящем дефектные изделия. То есть систему, при которой процесс, производящий дефектные изделия, сразу же фиксируется. На самом деле это как раз та область, в которой системе «канбан» вообще нет равных.
Важной чертой канбана является возможность осуществления тонкой настройки в определенных пределах автоматически. На линии нет подробного предварительного плана, и рабочие не знают, какую модель автомобиля они будут собирать, до тех пор, пока не прочитают канбан.
В основном систему канбан можно применять на заводах с повторяющимся производством . Однако повторяющийся характер производства может не оказывать большого влияния, если существуют временные или количественные колебания производственного процесса. Система канбан неприменима при единичном производстве изделий каждого вида, основанном на периодических непредсказуемых заказах. Более других от внедрения канбана выигрывает производство, имеющее дело с деталями, изготовление которых требует общих процессов.
Для успешного функционирования производственной вытягивающей системы «точно в срок» должен существовать определенный механизм контроля перемещения комплектующих элементов. «Канбан» в настоящее время является наиболее эффективным и самым распространенным механизмом поддержки системы «точно в срок». «Канбан» был разработан в Японии на заводах Toyota и в переводе с японского означает «знак», «сигнал» или «карточка».
Различают два типа карточек «канбан»: производственную карточку и транспортировочную карточку. Транспортировочная карточка «канбан» имеется на каждом доставляемом или отправляемом контейнере с деталями. Она содержит информацию о номере комплектующего элемента, о номере контейнера, о количестве элементов в контейнере. Для бесперебойной работы производственной вытягивающей системы и своевременного обслуживания клиентов необходимо иметь определенные буферные запасы материалов и изделий. Когда изделие извлекается из резерва, на вход определенного элемента производственной системы подается сигнал о том, что объем резервов сократился. Тогда данный элемент производственной системы производит одно изделие, чтобы пополнить буферные запасы. Производственная карточка «канбан» как раз и является тем сигналом, который информирует производственную систему о необходимости осуществить операцию по производству требуемого изделия. Она является разрешением на получение или производство следующей партии комплектующих элементов.
Производственная карточка «канбан» имеет целый ряд различных вариантов реализации.
Контейнерный вариант. Иногда сам контейнер используется в качестве карточки «канбан». Например, появление пустого конвейера на производственном участке является сигналом о необходимости его заполнения. А количество пустых конвейеров
Вариант напольных (настольных) знаков. Для указания мест складирования используется маркировка (в виде прямоугольника или круга) на полу или на столе. Пустой прямоугольник сигнализирует о необходимости поставки данной комплектующей, заполненный прямоугольник означает, что эти детали не нужны.
Вариант окрашенных шаров. При уменьшении количества деталей до предельного уровня в трубопровод, связывающий два участка, сбрасывается шар.
Необходимое количество циркулирующих в производственном процессе карточек «канбан» пропорционально времени выполнения заказа, среднему количеству деталей, потребляемых последующим участком в единицу времени и размеру страхового запаса. При этом страховой запас должен иметь такой уровень, чтобы с учетом колебаний спроса или предложения обеспечить своевременную поставку продукции клиентам.
(Value Stream Mapping) — это достаточно простая и наглядная графическая схема, изображающая материальные и информационные потоки, необходимые для предоставления продукта или услуги конечному потребителю. Карта потока создания ценности дает возможность сразу увидеть узкие места потока и на основе его анализа выявить все непроизводительные затраты и процессы, разработать план улучшений.
Картирование (VSM) – визуализированное описание в определённой форме потока (материального, информационного) создания ценности бизнес-процесса. Картирование производится в условиях «как есть», «как должно быть» и «как будет».
При помощи инструмента VSM создаётся карта потока создания ценности, которая позволит чётко определить время создания ценности и потери, существующие в потоке создания ценности.
Карта потока создания – это , с помощью которого можно отобразить материальные и информационные потоки в ходе создания ценности. Временем создания ценности принято считать время выполнения работ, которые преобразуют продукт так, чтобы потребители были готовы платить за него. Поток создания ценности - все действия (добавляющие и не добавляющие ценность), нужные, чтобы произвести продукт.
Всем известно, что нужды потребителя непрерывно растут, а значит, и процесс улучшений тоже непрерывен, так как он направлен на трансформацию нужд потребителя в конкретную продукцию.
Основные этапы картирования (Value Stream Mapping)

Особенности Value Stream Mapping
Карта потока ценности в обязательном порядке должна составляться от конца производства до начальной его стадии. При этом такой путь может захватывать не только первый производственный этап, но и разработку продукции, закупку необходимых материалов. На каждом участке производства обязательно фиксируются:
- Временные циклы операций, добавляющих ценность продукту;
- Время операций, которые не добавляют ценности продукту;
- Количество продукции, находящейся на этапе незавершенного производства;
- Объемы запасов, имеющиеся для производства продукта;
- Количество операторов, которые выполняют операции.
Делать оценку показателей желательно в денежном выражении, что позволит максимально эффективно провести финансовый анализ затрат на изготовление продукта. Работы же по картированию (VSM) необходимо проводить именно на тех участках, где протекает производственный процесс.
Обратите внимание на программу тренинга
Есть в системе Lean production одна техника оптимизации, которая мне очень нравится, и с которой я сейчас хочу вас познакомить. Называется она Value stream mapping, что на русский переводится плохо. Лучший официальный перевод, что я нашел — это Карта потока создания ценности, хотя mapping — это не карта в этом контексте, а скорее “отображение”.
Но не в этом суть, в дальнейшем я буду называть этот метод для краткости VSM (от Value stream mapping).
VSM — это техника, которая изначально была придумана в системе Lean производства Тойоты для анализа потока материалов и информации. В Тойоте этот метод использовали для максимального ускорения процесса создания продукта от момента запроса чего-то до момента доставки этого потребителю.
Как и практически всё остальное из тойотовского Lean manufacturing, VSM прижился и в других отраслях, включая отрасль разработки ПО. Фактически, VSM можно использовать для оптимизации любого процесса и использовать где угодно — от программирования до организации вывоза мусора.
Основная идея VSM очень проста . Вам надо выделить финальный продукт, который вы создаете. А также первое действие, которое вы делаете для создания продукта. После этого вы рисуете схему, как от первого действия вы продвигаетесь к созданию конечного продукта. Квадратики в такой схеме — это этапы или события, а линии между ними — это связи между этапами.
Каждый этап занимает сколько-то времени, но и на передачу данных или материалов между этапами также уходит время, так что нужно отмечать временные затраты и на этапах и на переходах. После того, как такая схема нарисована — это и есть готовый Value stream mapping. На ней сразу будет видно где вы теряете время в процессе создания продукта и сколько времени вы тратите на работу, а сколько на ожидание. Главная цель создания VSM — это максимальное уменьшение времени ожидания в процессе разработки. Делается это достаточно просто с помощью анализа полученной схемы VSM.
Словами это описать сложно, а на примере понять легко, так что напишу пример из жизни.
Общались мы как-то с одним Agile консультантом и рассказал он историю, после которой я полюбил VSM и стал их использовать. А рассказал он вот что.
Как-то одна фирма, занимающаяся разработкой небольших компьютерных игр, пригласила его, чтобы он внедрил Agile методы разработки в их компании. Компании это было надо, чтобы выводить игры на рынок быстрее, так как они, хоть и делали много игр, но всегда опаздывали за рынком, выпуская игры после конкурентов.
Этот консультант активно принялся за дело, внедрил Agile в отделе разработки, научил программистов и тестеров работать быстрее и качественнее, внедрил автоматическое тестирование и т.п.
На это ушло много времени, усилий и сотни тысяч долларов, но что получилось в итоге?
В итоге он смог ускорить разработку игр этой компанией на треть и в среднем игра проводила в разработке теперь не 3 месяца, а 2 . Просто потрясающее достижение, правда?
А нет. Компания все равно отставала от конкурентов, потому что от момента придумывания концепта игры до ее релиза проходило больше года!
Только тут до консультанта дошло, что он оптимизировал совсем не то.
Он взял лист бумаги и нарисовал VSM для начальной ситуации. Получилось, что когда кто-то генерил идею новой игры в этой компании, то она попадала в хранилище идей (wiki или сетевая папка, неважно). На запись и разработку идеи человек тратил в среднем 1 день.
Раз в 3 месяца собирался специальный комитет, который целый день обсуждал идеи из хранилища, отклонял наиболее нежизнеспособные и выбирал те, которые могут сработать. Идей было много, а обсуждали их главные люди в компании, поэтому делалось это нечасто и подолгу.
Отобранные идеи затем помечались, как годные и передавались в отдел бизнес планирования. Очередь идей в тот отдел была большой, отклоняли заявки они с неохотой и занимались еще и другими делами параллельно. Давление по срокам у них было маленьким, поэтому идеи ждали оценки еще в среднем 3 месяца. Когда идея попадала в бизнес отдел, то отдел разбирался с ней в среднем за 4 дня и мог отклонить идею либо признать её выгодной и целесообразной.
Одобренные бизнес отделом идеи дальше попадали в отдел препродакшена игры, который готовил дизайн графики и разрабатывал полный сценарий игры. Этот отдел тоже делал несколько препродакшенов одновременно и в очереди у него тоже было несколько одобренных идей. Так что на проработку дизайна уходил примерно месяц, а на ожидание — около 2-х месяцев.
Наконец, после того, как дизайн и сценарий игры был готов, она поступала в отдел собственно разработки, работу которого и оптимизировал этот консультант. В этом отделе игру по готовому сценарию делали 3 месяца до его прихода. Он сумел сократить этот срок до 2-х месяцев. Но при этом отдел занимался разработкой нескольких игр одновременно, так что в среднем задизайненная игра проводила еще 2 месяца в ожидании, когда ее начнут разрабатывать.
Наконец, разработанная игра поступала в отдел выпуска, который за несколько дней готовил ее к выпуску и релизил.
Какие проблемы мы можем увидеть по этому VSM?
Мы видим, что от момента зарождения идеи до доставки готового продукта (игры) до клиента, уходило около 14 месяцев. При этом реальная работа выполнялась за 4 месяца и 6 дней, а все остальное время — это ожидание.
В итоге компания всегда отставала от конкурентов, которые выпускали игры быстрее и лучше ловили конъюнктуру рынка.
А консультант осознал, что он потратил кучу времени и денег и уменьшил этот срок всего на месяц!
Ему хватило ответственности, чтобы прийти с этой бумагой к директору фирмы, объяснить ему про VSM и показать, что они были изначально неправы.
Директор был неглупый, поэтому прямо там они набросали новый VSM, который позволил бы им выпускать игры на рынок на 8 месяцев быстрее!
Что было прооптимизировано в новом процессе?
Главное, что было решено — иметь как можно меньше проектов в одновременной разработке. И за счет этого уменьшить время на разработку новых проектов.
Было решено не копить идеи в хранилище долго, а собираться каждые 2 недели и обсуждать их. В итоге надо будет обсуждать меньше идей, это будет занимать меньше времени и на выходе будет меньше одобренных идей (1-2). А значит уже на следующий день отдел изучения бизнес целесообразности может начать работать с этой идеей. Так как этому отделу не надо работать над несколькими идеями параллельно, то его работа также ускоряется. Также бизнес-проработку новых игр сделали самой приоритетной задачей в этом отделе, так что другие дела их не отвлекали от этого.
Дальнейший процесс посчитали и так неплохо уже оптимизированным с помощью внедрения Agile и оставили без изменений (только задержки уменьшились, т.к. меньше игр было в очереди на выполнение).
В итоге этот процесс позволил сократить время на разработку игры до 6 месяцев . Реальная работа при этом занимала уже не 4 месяца, а чуть больше трех (Agile консультант все же не зря ел свой хлеб).
Казалось бы на этом можно было бы и остановиться, но через несколько дней им пришла в голову еще более хорошая идея.
Как видно из новой VSM, они приняли решение вообще не копить ничего нигде (ведь inventory is waste в Lean production). Они собирались каждую неделю на обсуждение новых идей и не имели больше 4-5 игр в одновременной разработке. А также они объединили отдел дизайна и разработки и разделили людей на 3 команды. В каждой команде были дизайнеры, художники, тестеры и программисты — все нужные люди для проработки и создания игры (это так называемый метод разработки с feature teams).
Это позволило сократить затраты времени на дизайн и разработку игры с 4 месяцев до 2.5! А вся цепочка от подачи идеи до выпуска новой игры теперь занимала около 3.5 месяцев!
При этом тут нет никакой магии — число игр, выпускаемых компанией за год вырасло незначительно. Если раньше отдел разработки делал по 4-5 игр одновременно, то теперь он создавал только 3 игры одновременно, зато в 2 раза быстрее. И главное, что получила фирма от изменения — это не количество выпущенных игр в год, а возможность выпускать новые игры гораздо быстрее, возможность быстрее реагировать на изменения рынка.
И в этом вся идея Lean — пропускная способность системы может оставаться той же самой, но скорость реакции на изменения должна постоянно расти — только так можно работать на быстро изменяющемся рынке.
Пример, который я рассмотрел в этой статье, относится больше к управленческой стороне процесса разработки. Но тоже самое можно делать в повседневной работе любого специалиста — от программистов до художников.
Все, что вам нужно знать — это цепочка от первого действия до финального результата. Ну и ещё вам пригодится сильное желание удалить задержки и ожидания из своей работы.
Например, программист может оптимизировать время от изменения в коде до получения готового инсталлятора с продуктом, содержащим это изменение. Или же даже до получения инсталлятора, который прошёл все тесты в test automation, если он у вас есть.
Либо же программист может постоянно думать и оптимизировать время от получения User Story (задания) до получения версии готового продукта с этой фичей.
Художник-фрилансер может оптимизировать время от получения задания от заказчика до получения денег за выполненную работу.
Жалко, что VSM в основном используется управленцами и иногда менеджерами, но незаслуженно игнорируется техническими специалистами — этот пробел я и пытался заполнить этой статьей.



