ИНСТИТУТ СОВРЕМЕННЫХ ЗНАНИЙ
ВИТЕБСКИЙ ФИЛИАЛ
Кафедра: «Информатики и управления»
Дисциплина: «Производственные технологии»
Контрольная работа
На тему: «Технология литейного
производства»
Студента II курса
Группа ЗЭ 00/4
г.Витебск
Тема: Технология литейного производства
1. Сущность литейного производства и его развитие............................... 2
2. Литье в разовые песчано-глинистые формы.......................................... 3
3. Специальные способы литья................................................................... 10
4. Литература.................................................................................................. 15
1. Сущность литейного производства и его развитие
Литейным производством называют процессы получения фасонных изделий (отливок) путем заливки расплавленного металла в полую форму, воспроизводящую форму и размеры будущей детали. После затвердевания металла в форме получается отливка - заготовка или деталь. Отливки широко применяют в машиностроении, металлургии и строительстве.
Можно получать отливки различной массы (от нескольких граммов до сотен тонн), простой и сложной формы из чугуна, стали, сплавов меди и алюминия, цинка и магния и т.д. Особенно эффективно применение отливок для получения фасонных изделий сложной конфигурации, которые невозможно или экономически нецелесообразно изготавливать другими методами обработки металлов (давлением, сваркой, резанием), а также для получения изделий из малопластичных металлов и сплавов.
При всем разнообразии приемов литья, сложившихся за длительный период развития его технологии, принципиальная схема технологического процесса литья практически не изменилась за более чем 70 веков его развития и включает четыре основных этапа: плавку металла, изготовление формы, заливку жидкого металла в форму, извлечение затвердевшей отливки из формы.
До середины нашего столетия литейный способ считался одним из важнейших методов получения фасонных заготовок. Масса литых деталей составляла около 60 % от массы тракторов и сельскохозяйственных машин, до 70 % - прокатных станов, до 85 % - металлорежущих станков и полиграфических машин. Однако наряду с такими достоинствами литейного производства, как относительная простота получения и низкая стоимость отливок (особенно из чугуна), возможность изготовления сложных деталей из хрупких металлов и сплавов, он имеет и ряд существенных недостатков: прежде всего довольно низкая производительность труда, неоднородность состава и пониженная плотность материала заготовок, а следовательно, и их более низкие, чем заготовок, полученных обработкой давлением, прочностные характеристики.
За годы XI пятилетки в СССР значительно возрос выпуск литейного оборудования. Освоено производство автоматических линий формовки, заливки и выбивки отливок, созданы комплекты современного смесеприготовительного оборудования, освоен выпуск целой гаммы машин для специальных способов литья, существенно возрос уровень механизации и автоматизации технологических процессов.
Основными направлениями экономического развития СССР на период до 2000 года предусматривается значительное ускорение развития машиностроения. Немалый вклад в решение поставленных задач может внести реконструкция и модернизация литейного производства, замена устаревшего оборудования высокопроизводительными литейными автоматами и полуавтоматами, робототехническими комплексами. Большой резерв экономии металла, снижения материалоемкости продукции машиностроения состоит в увеличении доли литья из легированных сталей и высокопрочного чугуна, а также точного литья, получаемого специальными способами.
Основными технико-экономическими показателями работы литейных цехов являются: годовой выпуск отливок в тоннах; выпуск отливок на одного работающего (производственного); съем литья с 1м 2 производственной площади цеха; выход годного металла (в процентах от массы металлозавалки и жидкого металла); доля брака литья (в процентах), уровень механизации; доля литья, получаемого специальными способами; себестоимость 1т литья.
В структуре себестоимости литья основную долю составляют затраты на металл (до 80%). Производя технико-экономический анализ литейного производства, особое внимание необходимо обращать на те стадии и элементы технологического процесса, которые непосредственно связаны с возможными потерями металла на угар, разбрызгивание, брак и т. п.
Себестоимость литья зависит от объема производства, уровня механизации и автоматизации технологических процессов.
2. Литье в разовые песчано-глинистые формы
Литье в разовые песчано-глинистые формы является наиболее распространенным и относительно простым способом получения отливок. Разовые песчано-глинистые формы могут быть приготовлены либо непосредственно в почве (в полу литейного цеха) по шаблонам, либо в специальных ящиках-опоках по моделям. В почве получают отливки крупногабаритных деталей (станин, колонн и т.д.), более мелкие отливки обычно получают в опочных формах.
Внешнее очертание отливок соответствует углублениям формы, отверстия получают за счет стержней, вставляемых в полость формы.
Технологический процесс производства отливок в опочных формах (рис.1) состоит из трех стадий: подготовительной, основной и заключительной.
Модельная оснастка, изготовленная в модельных цехах, представляет собой приспособления, с помощью которых изготовляют формы и стержни. К оснастке относятся модели деталей, подмодельные щитки, стержневые ящики, модели элементов литниковой системы и опоки.
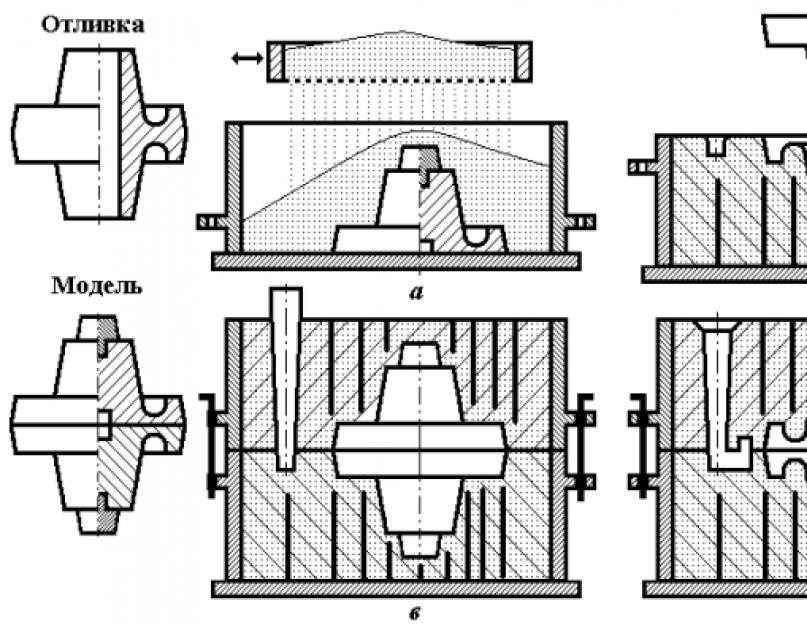
Модели (рис.2, а) служат для получения полости в земляной форме, которая по размерам и внешним очертаниям соответствует будущей отливке. Так как металл после затвердевания усаживается (уменьшается в объеме), размеры модели делают несколько большими.
Изготовляют модели из дерева, пластмассы или металла. Выбор материала зависит от условий производства и требований, которые предъявляют к отливке в отношении точности размеров и чистоты поверхности. Для того чтобы модели легко извлекались из формы, их делают с формовочными уклонами и часто разъемными, из двух и более частей, легко скрепляемых при помощи шипов.
Для получения отливок с отверстиями или углублениями на моделях в соответствующих местах предусматривают выступы - стержневые знаки, которые оставляют в форме отпечатки для установки стержней. Место, занимаемое в форме стержнем, не заполняется металлом и в отливке после удаления стержня образуется отверстие или углубление. Стержни изготовляют из особой стержневой смеси, набивая ее вручную или машинным способом в стержневые ящики (рис.2, б). При этом учитывают изменение размеров отливки при затвердевании металла. Размеры стержней должны быть меньше отверстий на величину усадки металла. В зависимости от сложности изготовления стержневые ящики делают цельными и разъемными. При небольших партиях стержней ящики делают из дерева, в массовом производстве, особенно при повышенных требованиях к точности литья, применяют металлические ящики (чугунные или из алюминиевых сплавов).
Модели литниковой системы предназначены для образования в форме каналов и полостей, служащих для подачи металла, задержки шлака и выхода воздуха из полости формы (рис.2, в). Устройство литниковой системы обеспечивает спокойное, безударное поступление металла в форму, предохраняя ее от повреждения.
Подмодельные щитки-плиты служат для размещения на них моделей и установки опоки при изготовлении литейной формы вручную.
В массовом производстве при машинной формовке эффективно применение тщательно обработанных деревянных или металлических модельных плит с прочно укрепленными на них или выполненными за одно целое, моделями деталей и элементами литниковой системы (рис.2, г).
Опоки - деревянные или металлические рамки, каркасы, основное назначение которых состоит в удерживании песчано-глинистой смеси, обеспечении достаточной прочности и жесткости формы при ее изготовлении, транспортировке и заливке металла.
Формовочные и стержневые смеси в основном состоят из кварцевого песка определенной зернистости и жароупорности.
Рис.1 Технологический процесс производства отливок в опочных формах
Формовочные и стержневые смеси должны обладать пластичностью и газопроницаемостью, а формы и стержни, изготовленные из них,- достаточной прочностью. Эти свойства достигаются добавкой к основному материалу глины, льняного масла, декстрина, жидкого стекла, а также деревянных опилок или торфяной крошки. Увлажненная глина добавляется как связующее вещество.
Опилки, торфяная крошка, выгорая после заливки металла в формы, образуют дополнительные поры, увеличивающие газопроницаемость смеси.
Рис.2 Модельная оснастка:
а – модель детали; б – стержневой ящик; в – модель литниковой системы;
г – подмодельная плита; д – опока.
Масляные крепители (олифа, льняное масло) обычно добавляют в стержневые смеси, которые должны обладать более высокой, по сравнению с формовочными, прочностью. Приготовление формовочных и стержневых смесей производится в землеприготовительных отделениях литейного цеха и включает операции предварительной подготовки (подсушивания, помола), дозирования исходных материалов и тщательного перемешивания их до получения однородного состава. В современных литейных цехах эти операции механизированы. Приготовленные смеси подвергают вылеживанию в бункере для более равномерного распределения влаги, а затем после разрыхления и контроля полученных свойств, транспортируют к рабочим местам формовщиков.
По назначению формовочные смеси подразделяют на облицовочные, наполнительные и единые. Облицовочные смеси, непосредственно соприкасающиеся с жидким металлом, приготавливают из более качественных свежих материалов. Наполнительной служит бывшая в употреблении (горелая) смесь. В массовом производстве формы изготовляют из единой смеси, материалом для которой является бывшая в употреблении смесь со свежими добавками песка, глины, крепителей и пр.
Изготовление стержней может производиться набивкой стержневой смеси в ящик и трамбовкой вручную или машинным способом. Машинное приготовление стержней осуществляется на прессовых, встряхивающих, пескометных и других стержневых машинах. В массовом производстве стержни изготовляют на поточных линиях, состоящих из стержневых машин, сушильных печей и различных транспортирующих устройств. Отформованные сырые стержни сушат при температуре 160...300 °С в сушильных печах или камерах для придания им высокой прочности.
В последнее время на большинстве заводов применяется метод изготовления стержней из быстросохнущих смесей на жидком стекле. Сушка или химическое твердение стержней в этом случае достигается продувкой их углекислым газом в течение двух-трех минут. На некоторых заводах внедрена скоростная сушка стержней с помощью токов высокой частоты.
Применение указанных методов сушки способствует сокращению производственного цикла изготовления отливок в 2...5 раз, увеличению съема отливок с Гм 2 производственной площади цеха, снижению расходов на транспорт и энергию.
Рис.3 Технологический процесс формовки втулки
Формовка - наиболее сложная и трудоемкая операция производства отливок в разовых песчано-глинистых формах. Трудоемкость изготовления литейных форм составляет 40...60 % от общей трудоемкости получения отливок.
В условиях массового и крупносерийного производства мелких и средних по массе отливок применяется машинная формовка. Ручная формовка находит применение в индивидуальном и мелкосерийном производстве, а также при производстве крупных отливок. Понятие «ручная формовка» несколько устарело, так как многие работы (подача формовочной смеси, трамбовка, извлечение моделей, поворот и перемещение опок) в настоящее время механизированы.
Рассмотрим последовательность ручной формовки для отливок детали типа втулки.
На подмодельный щит 3 (рис.3, а) укладывается половина модели 2 и устанавливается нижняя опока, затем сквозь сито 4 на поверхность модели наносится противопригарный припыл - древесно-угольная пыль, графитовый порошок (рис.3, б). Лопатой 5 наносят на модель облицовочную формовочную смесь, а затем засыпают всю опоку наполнительной формовочной смесью (рис.3, в). Ручной или пневматической трамбовкой 6 уплотняют смесь (рис.3, г), сгребают ее остатки и накалывают душником (шилом) 7 отверстия для лучшего выхода газов (рис.3, д). Затем нижнюю опоку с заформованной моделью переворачивают на 180° устанавливают вторую половину модели 8 и верхнюю опоку 9 (рис.3, е). После установки моделей литниковой системы 10 в той же последовательности заформовывают верхнюю опоку (рис.3, ж). По окончании формовки опоки разнимают, осторожно удаляют модели, поправляют обрушившиеся места формы припыливают ее изнутри и, уложив в нижнюю полуформу на место знаков 11 стержень 12 (рис.3, з), вновь устанавливают верхнюю полуформу на нижнюю и скрепляют их при помощи болтов, струбцин или просто придавливают грузом, чтобы предотвратить прорыв металла по плоскости разъема формы. В таком виде литейная форма готова для заливки металла.
Для получения крупных отливок полуформы перед сборкой сушат при температуре 350 °С в течение 6...20 ч в зависимости от габаритов формы.
Машинная формовка экономически целесообразна в условиях серийного и массового производства, когда формовочные машины загружены в течение не менее 40...60 % рабочего времени. Однако опыт передовых заводов нашей страны показывает, что машинная формовка экономически оправдывает себя и в индивидуальном производстве, если применяются быстросменные модельные плиты. В этом случае смена моделей производится за 1,5...2 мин, т.е. за короткое время можно перестраиваться на получение новых отливок.
Сущность машинной формовки заключается в механизации основных операций: установки модельных плит и опок, наполнения опок формовочной смесью, уплотнения смеси и удаления моделей из форм. Отдельные конструкции формовочных машин позволяют также механизировать некоторые вспомогательные операции: поворот опок, снятие готовых полуформ со стола машины, передачу их на сборку и т. п.
По способу уплотнения смеси формовочные машины делятся на прессовые, встряхивающие, пескометные (рис.4) и комбинированные (встряхивающие с подпрессовкой или прессовые с вибратором).
Прессовые машины являются наиболее простыми и производительными, но дают неравномерное уплотнение смеси по высоте опоки, встряхивающие машины менее производительны, но в сочетании с подпрессовкой позволяют более равномерно уплотнять землю даже в высоких и больших по площади опоках. Пескометы применяют для набивки средних и крупных опок. Они отличаются большой производительностью (до 50...70 м 3 /ч) и обеспечивают наиболее равномерное уплотнение земли по высоте опоки.
Формовочные машины, объединенные транспортными устройствами с другими машинами и механизмами, позволяют создавать поточные (механизированные, полуавтоматические и автоматические) участки формовки.
Рис.4 Формовочные машины:
а – прессовые; б – встряхивающие; в – пескометные.
Машинная формовка не только облегчает труд рабочих-формовщиков, но и дает возможность повышать производительность труда, получать более точные отливки с меньшими припусками на механическую обработку, снижать брак.
В общей трудоемкости изготовления отливок на процессы плавки и заливки металла в формы приходится около 7...10 %. Тем не менее, эти процессы являются особо ответственными, так как оказывают решающее влияние на качество и себестоимость отливок.
Важнейшими литейными сплавами являются чугун (серый, высокопрочный), сталь (углеродистая, легированная), медные сплавы (бронза, латунь), алюминиевые, магниевые, цинковые сплавы и др.
Наилучшим комплексом литейных свойств обладают серый чугун, бронза, сплавы алюминия с кремнием (силумины). Плавка чугуна производится преимущественно в вагранках и шахтных печах. Вагранка представляет собой вертикальную шахту-печь непрерывного действия, работающую на литейном каменноугольном коксе и воздушном дутье. Производительность вагранки в зависимости от ее размеров составляет 1...30 т/ч, максимально достижимая температура- 3400...1420 °С. Интенсификация процесса плавки в вагранке осуществляется применением горячего (400...500 °С) дутья воздухом, обогащенным кислородом.
В последнее время получили распространение коксогазовые и газовые вагранки, которые позволяют еще более повысить технико-экономические показатели процессов за счет улучшения качества металла, лучшего использования шихтовых материалов и снижения продолжительности плавки.
Индукционные печи для выплавки чугуна, работающие на токах промышленной частоты, являются наиболее перспективными плавильными агрегатами. Их применение позволяет выплавлять чугун однородного состава с высокими механическими свойствами и тем самым значительно снизить массу отливок. Высокая температура нагрева в индукционных печах дает возможность использовать недорогостоящие стальные отходы и путем науглероживания их получать чугун необходимого химического состава.
В цехах крупного и среднего литья из углеродистой и низколегированной стали (частично высоколегированной) применяются кислые и основные мартеновские печи емкостью до 80 т, Для получения мелких и средних отливок из углеродистой и низколегированной стали используются электродуговые печи, для неответственных отливок - малые бессемеровские конвертеры, чугун в которые поступает из вагранок. В цехах особо ответственного стального литья применяются индукционные высокочастотные печи и установки электрошлакового переплава.
Сплавы цветных металлов в зависимости от их свойств (температуры плавления, химической активности и т, п.) и масштабов производства плавятся в тигельных печах, пламенных и электрических отражательных печах, индукционных, вакуумно-дуговых, вакуумных электронно-лучевых печах.
Все плавильные агрегаты, применяемые в литейном производстве, должны отвечать определенным общим требованиям: обеспечивать необходимую для расплавления и перегрева металла температуру, обладать достаточной производительностью, быть экономичными (минимальный расход топлива и энергии на 1т жидкого металла и минимальный угар металла), более или менее надежно предохранять расплавленный металл от загрязнения газами и неметаллическими включениями.
На участок заливки форм расплавленный металл подается в разливочных ковшах различной вместимости.
Качество отливок во многом зависит от соблюдения правил заливки. Металл в форму заливают плавно, непрерывной струей до тех пор, пока он не покажется в выпорах и прибылях. Температура заливки всегда выше температуры плавления сплава, однако, перегрев его должен быть минимальным для обеспечения хорошего заполнения формы. При слишком высокой температуре заливки происходит обильное газовыделение, формовочная смесь пригорает к поверхности отливки, увеличивается ее усадка. Контроль температуры заливаемого металла осуществляется оптическими пирометрами или термопарами.
После затвердевания и охлаждения до определенной температуры, при которой отливки приобретают достаточную механическую прочность, производится выбивка их из форм; стержни выбиваются позднее, после дополнительного охлаждения отливок.
Выбивка отливок - одна из самых тяжелых операций литейного производства, сопровождающаяся большими выделениями теплоты и пыли. По трудоемкости операции выбивки, обрубки и очистки составляют 30.. .40 % от общей трудоемкости изготовления отливок.
Сущность процесса выбивки заключается в разрушении формы, освобождении отливок от окружающей их формовочной земли. В современных литейных цехах процесс выбивки механизирован и осуществляется на различных вибрационных машинах, чаще всего, на встряхивающих решетках. Формовочная смесь проваливается через решетку, попадает на ленточный конвейер и транспортируется в формовочное отделение для повторного использования.
После выбивки производится обрубка и очистка отливок. Обрубка заключается в отделении от отливок прибылей, выпоров и заливов.
Обрубка - тяжелая операция, трудно поддающаяся механизации. Ее производят с помощью пневматических зубил, ленточных и дисковых пил, прессов, газовой резки.
Очистка отливок, осуществляемая после обрубки, заключается в удалении пригара формовочной земли (корки), окалины, мелких заусениц. Основная цель очистки - уменьшение трудоемкости последующей механической обработки и снижение интенсивности изнашивания режущего инструмента. Очистку отливок от пригоревшей земли и окалины производят во вращающихся (галтовочных) барабанах, на пескогидравлических и дробеметных аппаратах, а также химической и электрохимической обработкой внутренних поверхностей отливок, труднодоступных при других способах очистки.
Зачистка мелких заусениц, неровностей, оставшихся после обрубки, производится на переносных и стационарных шлифовальных станках крупнозернистыми абразивными кругами.
Перед отправкой в механические цехи стальные отливки обязательно подвергаются термической обработке - отжигу или нормализации-для снятия внутренних напряжений и измельчения зерна металла. В отдельных случаях термической обработке подвергаются отливки и из других сплавов.
Брак может возникать по различным причинам на всех стадиях литейного производства, при этом бывает брак исправимый и неисправимый. Основными видами дефектов в отливках являются: коробление; газовые, усадочные, земельные и шлаковые раковины; трещины; недолив металла и спай; отбел поверхности (У чугунных отливок). Поверхностные неглубокие дефекты устраняются заваркой, запрессовкой (эпоксидными смолами), металлизацией. Коробление иногда можно исправить правкой. Отбел ликвидируют дополнительным отжигом отливок.
При внутренних и глубоких наружных дефектах отливки отправляют на переплавку. Годные отливки направляют в механические цехи для дальнейшей обработки или на склад готовой продукции.
3. Специальные способы литья
В последние годы в литейном производстве повсеместно внедряются специальные способы литья, имеющие ряд преимуществ по сравнению с традиционным литьем в разовые песчано-глинистые формы. Удельный вес отливок, получаемых специальными способами, неуклонно увеличивается.
К специальным способам относят литье: а) в постоянные металлические формы (кокиль), б) центробежное, в) под давлением, г) в тонкостенные разовые формы, д) по выплавляемым моделям, е) корковое, или оболочковое, ж) электрошлаковое литье.
Специальные способы литья позволяют получать отливки более точных размеров с хорошим качеством поверхности, что способствует уменьшению расхода металла и трудоемкости механической обработки; повысить механические свойства отливок и уменьшить потери от брака; значительно снизить или исключить расход формовочных материалов; сократить производственные площади; улучшить санитарно-гигиенические условия и повысить производительность труда. ...
Большинство операций при специальных способах литья легко поддается механизации и автоматизации.
Экономическая целесообразность замены литья в разовые песчано-глинистые формы тем или иным специальным способом зависит от масштаба производства, формы и размеров отливок, применяемых литейных сплавов и т.п. Она определяется на основе тщательного технико-экономического анализа всех затрат, связанных с новым технологическим процессом.
Одним из наиболее распространенных является литье в кокиль . Кокилем называют цельную или разъемную металлическую форму, изготовленную из чугуна или стали.
Кокили предназначены для получения большого количества одинаковых отливок из цветных или железоуглеродистых сплавов. Стойкость кокилей зависит от материала и размеров отливки и самого кокиля, а также от соблюдения режима его эксплуатации. Ориентировочно стойкость чугунных кокилей составляет 200000 оловянно-свинцовых, 150000 цинковых, 50000 алюминиевых или 100...5000 чугунных отливок. Кокили целесообразно применять как в массовом, так и в серийном производстве (при партии отливок не менее 300...500 штук).
Перед заливкой металла кокили подогревают до температуры 100...300 °С, а рабочие поверхности, контактирующие с расплавленным металлом, покрывают защитными обмазками. Покрытие обеспечивает увеличение срока службы кокиля, предупреждение приваривания металла к стенкам кокиля и облегчение извлечения отливок. Подогрев предохраняет кокиль от растрескивания и облегчает заполнение формы металлом. В процессе работы необходимая температура кокиля поддерживается за счет теплоты, выделяемой заливаемым металлом. После затвердевания отливку извлекают вытряхиванием или при помощи выталкивателя.
Кокильное литье позволяет снизить расход металла на прибыли и выпоры, получать отливки более высокой точности и чистоты поверхности, улучшить их физико-механические свойства. Вместе с тем этот способ литья имеет и недостатки. Быстрое охлаждение металла затрудняет получение тонкостенных отливок сложной формы, вызывает опасность появления у чугунных отливок отбеленных труднообрабатываемых поверхностей.
Литье под давлением - один из наиболее производительных методов получения точных фасонных отливок из цветных металлов. Сущность способа заключается в том, что жидкий или кашицеобразный металл заполняет форму и кристаллизуется под избыточным давлением, после чего форму раскрывают и отливку удаляют.
По способу создания давления различают: литье под поршневым и газовым давлением, вакуумное всасывание, жидкую штамповку.
Наиболее распространено формообразование отливок под поршневым давлением - в машинах с горячей или холодной камерой сжатия. Сплавы, применяемые для литья под давлением, должны обладать достаточной жидкотекучестью, узким температурно-временным интервалом кристаллизации и химически не взаимодействовать с материалом пресс-форм. Для получения отливок рассматриваемым способом используют цинковые, магниевые, алюминиевые сплавы и сплавы на основе меди (латуни).
Литьем под давлением производят детали приборов: барабанчики счетных машин, корпусы фотоаппаратов и корпусные детали массой до 50 кг, головки цилиндров мотоциклетных двигателей. В отливках можно получать отверстия, надписи, наружную и внутреннюю резьбу.
Рис.5 Специальные способы литья
а – под давлением; б – центробежный.
На рис.5, а показана последовательность получения отливки на поршневой машине (с холодной вертикальной камерой сжатия). Расплавленный металл подается порцией в вертикальную камеру прессования 2. При движении вниз поршень 1 давит на металл, перемещает вниз пяту 4, в результате чего открывается питательный канал 3 и металл поступает в полость пресс-формы 5. После заполнения пресс-формы и выдержки в течение 3...30 с поршень и пята поднимаются, при этом пята отрезает литник и выталкивает пресс-остаток б. Подвижная часть пресс-формы 8 отходит вправо, и отливка 7 легко извлекается. Внутренние полости и отверстия в отливках выполняются с помощью металлических стержней.
Перед началом работы пресс-форму подогревают и смазывают. В процессе работы поддерживается необходимая температура и пресс-форма периодически смазывается.
Пресс-формы изготовляют из легированных инструментальных сталей (3Х2В8, ХВГ, Х12М и др.) и подвергают закалке с высоким отпуском. Стоимость пресс-формы в 3...5 раз превышает стоимость кокиля.
Стойкость пресс-форм в зависимости от размеров и формы отливок составляет при литье из цинковых сплавов 300...500 тыс. отливок, из алюминиевых - 30...50 тыс., медных - 5...20 тыс. отливок. Производительность поршневых машин достигает 500 отливок в час.
В условиях массового производства экономически оправдано применение литья под давлением, так как этот способ позволяет снизить трудоемкость получения отливок в 10...12 раз, а трудоемкость механической обработки - в 5...8 раз.
За счет высокой точности изготовления и обеспечения повышенных механических свойств отливок, полученных под давлением, достигается экономия до 30...50 % металла по сравнению с литьем в разовые формы. Создается возможность полной автоматизации процесса.
Центробежный способ литья применяется главным образом для получения полых отливок типа тел вращения (втулок, обечаек для поршневых колец, труб, гильз) из цветных и железоуглеродистых сплавов, а также биметаллов. Сущность способа состоит в заливке жидкого металла во вращающуюся металлическую или керамическую форму (изложницу). Жидкий металл за счет центробежных сил отбрасывается к стенкам формы, растекается вдоль них и затвердевает.
Длинные трубы и гильзы отливают на машинах с горизонтальной осью вращения, короткие втулки, венцы большого диаметра - на машинах с вертикальной осью вращения.
При рассматриваемом способе литья отливки получаются плотными, очищенными от газов и неметаллических включений, с мелкозернистой структурой.
Центробежное литье высокопроизводительно (за I ч можно отлить 40...50 чугунных труб диаметром 200...300 мм), дает возможность получать полые отливки без применения стержней и биметаллические отливки последовательной заливкой двух сплавов (например, стали и бронзы).
Как и при кокильном литье, металлические формы перед заливкой жидкого металла подогреваются и на них наносятся защитные покрытия. После заливки формы иногда охлаждают водяным душем для увеличения производительности машин и предохранения их от перегрева.
Наряду с высокой производительностью и простотой процесса центробежный способ литья по сравнению с литьем в стационарные песчано-глинистые и металлические формы обеспечивает более высокое качество отливок, почти устраняет расход металла на прибыли и выпоры, увеличивает выход годного литья на 20...60 %.
К недостаткам способа следует отнести высокую стоимость форм и оборудования и ограниченность номенклатуры отливок.
Литье по выплавляемым (вытапливаемым) моделям состоит в следующем. Металл заливают в разовую тонкостенную керамическую форму, изготовленную по моделям (также разовым) из легкоплавящегося модельного состава. Этим способом получают точные, практически не требующие, механической обработки отливки из любых сплавов массой от нескольких граммов до 100 кг.
Точность размеров и чистота поверхности получаемых отливок таковы, что позволяют сократить объем механической обработки или отказаться от нее, что особенно важно при изготовлении деталей из труднообрабатываемых сплавов;
Технология, производства отливок по выполняемым моделям включает следующие этапы: изготовление пресс-форм для моделей; получение восковых моделей запрессовкой модельного состава в пресс-формы; сборка блока моделей на общий питатель (в случае мелких отливок); нанесение огнеупорного покрытия на поверхность единичной модели или блока; вытапливание моделей из огнеупорных (керамических) оболочек-форм; прокаливание форм; заливка металла в горячие формы.
Разъемные пресс-формы изготовляют из стали или других сплавов по чертежу детали или ее эталону с учетом усадки модельной массы и металла отливки.
Модельный состав (например, из парафина с добавками церезина, нефтяного битума, канифоли, полиэтилена) в пастообразном состоянии запрессовывают с помощью шприца или на запрессовочном станке.
Полученные модели извлекают из пресс-форм и облицовывают в несколько слоев огнеупорным покрытием, окуная несколько раз в связующий состав и обсыпая кварцевым песком. Каждый слой покрытия подсушивается. Модель мелких отливок перед нанесением покрытия собирают в блоки, соединяя их (припаивая) с общей литниковой системой, а затем облицовывают блок.
Вытапливание моделей из керамических оболочек производится горячим воздухом или горячей водой. Модельный материал собирается для повторного использования, а полученная керамическая литейная форма с гладкой рабочей поверхностью поступает на прокаливание. Последнее необходимо для придания форме механической прочности и окончательного удаления модельного материала. Форму помещают в стальной ящик, засыпают кварцевым песком, оставляя литниковую чашу доступной для заливки металла, и прокаливают при температуре 850...900 °С.
Заливка металла производится в горячую форму, что способствует улучшению жидкотекучести металла и позволяет получать сложнейшие тонкостенные отливки.
После охлаждения отливку очищают от слоя огнеупорного покрытия ударами вручную или на пневмовибраторах. В полостях и отверстиях остатки формы удаляются выщелачиванием в кипящем растворе едкого натра, затем отливку промывают в теплой воде с добавлением соды.
Отделение литниковой системы от отливок может производиться на токарных и фрезерных станках, вулканитовыми абразивными кругами и на вибрационных установках.
Литьем по выплавляемым моделям получают разнообразные сложные отливки для автотракторостроения, приборостроения, для изготовления деталей самолетов, лопаток турбин, режущих и измерительных инструментов.
Стоимость 1т отливок, получаемых по выплавляемым моделям, выше, чем изготовляемых другими способами, и зависит от многих факторов (серийности выпуска деталей, уровня механизации и автоматизации литейных процессов и процессов механической обработки отливок).
В большинстве случаев снижение трудоемкости механической обработки, расхода металла и металлорежущего инструмента при применении точных отливок взамен поковок или отливок, полученных другими способами, дает значительный экономический эффект. Наибольший эффект достигается при переводе на литье по выплавляемым моделям деталей, в структуре себестоимости которых большую долю составляют затраты на металл и фрезерную обработку, особенно при применении труднообрабатываемых конструкционных и инструментальных материалов.
Внедрению литья по выплавляемым моделям уделяется большое внимание, так как большинство операций легко поддается механизации и автоматизации. Совместными усилиями работников научно-исследовательских институтов и передовых заводов создаются высокоэффективные автоматические линии и автоматизированные цехи для литья по выплавляемым моделям.
Литье в оболочковые формы применяется для получения отливок массой до 100 кг из чугуна, стали и цветных металлов. Тонкостенные (толщина стенки 6...10 мм) формы изготовляют из песчано-смоляной смеси: мелкозернистого кварцевого песка и термореактивной синтетической смолы (3...7 %). Песчано-смоляную смесь готовят перемешиванием песка и измельченной порошкообразной смолы с добавкой растворителя (холодный способ) или при температуре 100...120 °С (горячий способ), в результате чего смола обволакивает (плакирует) зерна песка. Затем смесь дополнительно дробится до получения отдельных зерен, плакированных смолой, и загружается в бункер. Формовка производится по металлическим моделям.
Модель в литниковой системе закрепляют на подмодельной плите, нагревают до температуры 200...250 °С и наносят на их рабочую поверхность тонкий слой разделительного состава. После этого модельной плитой закрывают горловину бункера (модель внутри) и поворачивают его на 180°. Смесь падает на нагретую модель, смола плавится и через 15...25 с на модели образуется оболочка (полуформа) нужной толщины. Бункер снова поворачивают на 180°, оставшаяся смесь осыпается на дно бункера, а модельная плита с полутвердой оболочкой помещается в печь для окончательного твердения при температуре 300...400 °С в течение 40...60 с. При помощи специальных выталкивателей полуформа легко снимается с модели.
Скрепление (сборка) полуформ осуществляется металлическими скобами, струбцинами или быстротвердеющим клеем. Аналогичным способом изготовляют песчано-смоляные стержни для пустотелых отливок.
Собранные оболочковые формы для придания им большей жесткости помещают в опоки, засыпают снаружи чугунной дробью или сухим песком и заливают металлом, После затвердевания отливки оболочковая форма легко разрушается.
Отливки, изготовленные в оболочковых формах, отличаются большой точностью и чистотой поверхности, что позволяет на 20...40 % снизить массу отливок и на 40...60 % трудоемкость их механической обработки. По сравнению с литьем в песчано-глинистые формы трудоемкость изготовления отливок снижается в несколько раз. Этим способом получают ответственные детали машин- коленчатые и кулачковые валы, шатуны, ребристые цилиндры и т. п. Процессы изготовления оболочек легко поддаются автоматизации.
Несмотря на большую стоимость песчано-смоляной смеси, по сравнению с песчано-глинистой, при массовом и серийном производстве отливок достигается значительный экономический эффект.
Литье в оболочковые формы применяют для изготовления деталей преимущественно из сплавов на основе железа (чугуна, углеродистой и нержавеющей стали), а также из медных и специальных сплавов.
На Киевском мотоциклетном заводе так отливают ребристые цилиндры из модифицированного хромоникелевого чугуна, на Горьковском автозаводе в оболочковых формах получают коленчатые залы из высокопрочного чугуна.
Отправь заявку с указанием темы прямо сейчас, чтобы узнать о возможности получения консультации.
Литейное производство
Литьем изготавливают:
Жидкий металл
ОСНОВЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Принципиальная схема литья (на примере разовой разъемной литейной формы) показана на рис. 2.1, а .
Рис. 2.1 Схема процесса литья в разовые разъемные формы: а – принципиальная схема; б – отливка после выбивки; 1,2 – нижняя и верхняя опоки; 3 – форма; 4 – полость формы; 5 – выпор; 6 – литейный стержень; 7 – вентиляционный канал; 8 – вертикальный канал (стояк); 9 - литниковая чаша (воронка); 10 - расплавленный металл; 11 - ковш; 12 – шлакоуловитель; 13 - горизонтальные каналы (питатели).
Жидкий металл 10 из ковша 11 заливается в литейную форму и через систему каналов поступает в полость 4 формы 3 , заполняет ее и затвердевает. После затвердевания, извлечения из формы и обработки получается отливка (рис. 2.1, б ). Для получения отверстий , полостей и других усложнений конфигурации отливок применяют стержни 6 , которые устанавливаются при сборке формы.
Для получения отливки необходимо наличие трех технологических элементов: литейный материал, технологическое литейное оборудование и технологическая литейная оснастка.
Литейные материалы.
Литейные материалы (металлические сплавы, пластмассы, резина, керамика) должны обладать высокими литейными (технологическими), механическими и эксплуатационными свойствами.
Литейные свойства сплавов
При проектировании любой детали в первую очередь учитываются механические свойства сплава, но и дополнительно необходимо учитывать литейные свойства сплава, которые определяют возможность получения качественной отливки, т.е. отливки, отвечающей заданным требованиям. Наиболее важные литейные свойства сплавов:
а) жидкотекучесть;
б)усадка;
в)склонность к ликвации и поглощению газов.
Жидкотекучесть - это способность жидких металлов и сплавов заполнять ее полости и четко воспроизводить рельеф отливки. Жидкотекучесть сплава зависит от его физико-химических свойств (прежде всего - температуры ликвидус) и технологических факторов, прежде всего - температуры заливки. Для сплавов затвердевающих при постоянной температуре (чистые металлы и эвтектические сплавы) или в узком интервале температур (до 30оС) характерно последовательное затвердевание с образованием сплошной твердой корки на поверхности канала формы. Внутри этой корки остается жидкая фаза, способная затекать в канал. Сплавы с широким интервалом температур кристаллизации затвердевают с образованием разветвленных дендритов по всему сечению потока. Эти расплавы теряют способность течь в канале формы при наличии твердой фазы 20…30% от объема. С повышением температуры перегрева сплава жидкотекучесть увеличивается.
Усадка - это свойство литейных сплавов уменьшаться в объеме и линейных размерах при затвердевании и охлаждении . Усадочные процессы протекают с момента заливки расплавленного металла в форму вплоть до полного охлаждения отливки. На величину усадки влияют, прежде всего, химический состав сплава, температура заливки и свойства литейной формы. С повышением температуры заливаемого сплава усадка отливки увеличивается. Различают линейную и объемную усадку.
Линейная усадка - это уменьшение линейных размеров отливки при ее охлаждении от температуры заливки до температуры окружающей среды б Величина линейной усадки может варьироваться от 1% у серого чугуна до 1,5…2 % у сталей и цветных сплавов
Объемная усадка - это уменьшение объема сплава при его охлаждении в литейной форме. Объемная усадка приводит к образованию в отливках усадочных раковин, усадочной пористости, трещин и короблений.
С усадкой сплава связаны многие затруднения в производстве отливок. При торможении усадки (выступами формы, стержнями) в отливке возникают напряжения, которые могут вызвать ее коробление или образование трещин.
Для снятия усадочных напряжений применяют отжиг. Для этого отливки нагревают до высоких температур (но ниже температуры солидус) и медленно охлаждают вместе с печью. При медленном охлаждении (20 градусов в час) перепада температур в разных точках отливки не будет, и, следовательно, все ее части будут усаживаться равномерно. Часто отливки после предварительной (черновой) механической обработки просто вылеживаются длительное время перед окончательной обработкой.
Ликвация - это неоднородность химического состава по сечению отливки. Ликвация возникает в процессе затвердевания отливки из-за различной растворимости отдельных компонентов сплава в его жидкой и в твердой фазах . Чем больше это различие, тем неоднороднее распределяются компоненты.
Различают два основных вида ликвации: внутрикристаллическую (или дендритную ), характеризующуюся неоднородностью зерна металла, и зональную , когда различные зоны отливки имеют различный химический состав. Простейший случай ликвации связан с большой разницей плотностей компонентов сплава. Так, при литье свинцовой бронзы в нижних частях отливки содержание свинца будет выше, чем в верхних частях. Концентрация меди (более легкого компонента), наоборот, увеличится в верхних частях отливки.
В период затвердевания отливки из металла выделяются газы, которые растворены в расплаве. В результате этого в отливке образуются газовая пористость или газовые раковины, значительно понижающие комплекс механических свойств отливки. Источником газовых раковин может быть и форма при недостаточной ее газопроницаемости и при выделении ею большого количества газов. Газовые раковины чаще всего образуются около поверхности горизонтально расположенных стенок отливки, а также в местах, где затруднен газоотвод.
Литейное оборудование.
Литейное оборудование – это совокупность машин, автоматов, установок, плавильных печей, заливочных устройств, манипуляторов, предназначенных для выполнения процессов и операций изготовления отливок.. Каждый литейный процесс (формовка, плавка, заливка и др.) использует свои виды оборудования (формовочное, плавильное и др.) в соответствии с ГОСТ 18111-93*.
Литейная оснастка .
Технологическая оснастка литейного производства - средства технологического оснащения, дополняющие литейное технологическое оборудование для выполнения определенной части процесса получения отливок. К литейной оснастке по ГОСТ 17819-84* относятся литейные формы, стержни, модели и другие средства технологического оснащения.
Литейная форма – это система элементов, образующих рабочую полость, при заливке которой жидким металлом формируется отливка . Основные требования, предъявляемые к литейным формам, следующие:
Прочность - чтобы под действием напора расплава форма не только не разрушилась, но и не изменила размеры.
Газопроницаемость - чтобы газы, находящиеся как в полости формы, так и в расплаве, могли удаляться (во избежание газовой пористости и газовых раковин в отливках).
Стойкость к химическому взаимодействию с расплавом - чтобы обеспечить простоту извлечения и очистки отливок.
Литейная форма изготавливается с использованием следующей литейной оснастки:
1.Литейная модель. Для изготовления разовых форм применяются литейные модели, обеспечивающие образование в форме отпечатка, соответствующего конфигурации и размерам отливки.
Модели изготавливаются из дерева, пластмасс или металлических сплавов и могут быть разъемными и неразъемными, разовыми и многократными.
2.Литейный стержень – элемент литейной формы, предназначенный для образования отверстия, полости или иного сложного контура в отливке. Во многом благодаря применению стержней при литье возможно получение заготовок самой сложной конфигурации. Стержни, как и формы, могут быть разовыми и многократными, целиковыми и сборными.
Общая технология литья
Технология литья представляет собой совокупность большого количества отдельных процессов литейного производства, которые можно объединить в четыре этапа:
1. Технологическая подготовка процесса изготовления отливки . На основании конструкторской (чертеж детали, технические требования, условия работы детали в узле …) и технологической документации (величина партии, технологический маршрут обработки…) осуществляется: выбор способа литья, разработка чертежа отливки, проектирование технологической оснастки (модель, стержни, литейная форма …) разработка технологии, включая определение последовательности и технологических параметров отдельных процессов, операций и переходов.
2. Изготовление формы. На основании разработанных чертежей изготавливаются модель, стержни, необходимая технологическая оснастка. При литье в неметаллические формы наиболее ответственным и трудоемким процессом является формовка - изготовление литейных форм и стержней из формовочных и стержневых смесей. Чаще всего, литейная форма – разъемная (состоит из двух частей), что позволяет получать большинство отливок. Разовые формы, как и стержни, изготавливают уплотнением формовочной (стержневой) смеси в опоках (стержневых ящиках). Готовые части формы (полуформы) и стержни поступают на операцию сборки форм, которая включает установку, соединение и закрепление литейных стержней в литейной форме и частей формы между собой. Параллельно с формовкой и сборкой в плавильном отделении литейного цеха производится плавка – получение расплава нужного химического состава и температуры.
3. Заливка форм и охлаждение металла отливок. Собранные формы при помощи ковша или литейной машины заливают расплавом. Температура расплава равна: t заливки = t ликвидус + (100…150)ºС. Заполнение формы расплавом требует определенного времени, что ограничивает производительность литья в целом. Для повышения качества отливок используется воздействие центробежных сил, электромагнитных полей, ультразвука и т.д.
4. Извлечение из форм и обработка отливок . Охлажденная до заданной температуры отливка удаляется из формы, и из нее извлекаются стержни.
Выбивка – извлечение отливки из формы. При литье в разовые формы эта операция осуществляется на вибрационных решетках.
Обрубка - отделение от отливок элементов литниковой системы , заливов по разъёму формы и неровностей поверхности. Осуществляется с помощью пневмомолотков (отливки из чугуна) и пневмозубил, резкой газом или плазмой (стальные отливки), абразивным и другим инструментом.
Очистка поверхности отливок от пригара, остатков формовочной и стержневой смеси. Для очистки применяют такие способы, как галтовка, дробеметный, электрохимический и др. Во вращающихся галтовочных барабанах пригар удаляется за счет трения поверхностей отливок друг о друга и о дополнительно загружаемые звездочки из белого чугуна. При дробеметном способе поверхность отливки очищается под воздействием потока чугунной или стальной дроби диаметром 1-3 мм. Скоростной поток дроби создается с помощью сжатого воздуха (в дробеструйных установках) или вращающихся лопаток (в дробеметных установках).
Зачистка - механическая обработка поверхности отливок с целью приведения ее в соответствие с требованиями по качеству поверхности. При этом удаляются остатки питателей, заливы по плоскости разъема формы и у знаковых частей стержней. Зачистку чаще всего осуществляют с помощью шлифовальных кругов и на обрезных прессах.
Термообработка отливок производится при необходимости повышения прочности (закалка), пластичности, обрабатываемости резанием, снятия внутренних напряжений (отжиг). В последнем случае, часто ограничиваются длительным вылеживанием отливок на складе
Контроль качества отливок предусматривает проверку соответствия продукции техническим условиям, включая отсутствие дефектов строения. Внешний осмотр позволяет выявить наружные дефекты (раковины на поверхности, сквозные трещины, перекос и т.д.). Точность размеров и шероховатость поверхности определяют с помощью мерительного инструмента (штангенциркулей, шаблонов, калибров) и специального оборудования (профилометров, координатно-измерительных машин). Для контроля структуры отливок применяют металлографию. С помощью неразрушающих методов контроля, таких как ультразвуковой, вихретоковый, рентгеновский, контролируют внутреннее строение металла.
СПОСОБЫ ЛИТЬЯ
В промышленности применяют множество способов литья, которые можно классифицировать по различным признакам. Наиболее часто все виды литья делят на литье в разовые формы (литье в песчано-глинистыеформы, в оболочковые формы, литье по выплавляемым моделям...) и литье в многократные формы (литьё в кокиль, под давлением, центробежное литье...).
Выбор способа литья определяется типом литейного сплава (легкоплавкий, тугоплавкий), объемом производства, заданными параметрами точности размеров и шероховатости поверхности получаемых отливок, и другими факторами.
Технология ручной формовки.
В зависимости от конфигурации отливки и условий производства применяют различные методы ручной формовки:
по моделям в почве (кессоне),
в опоках , с подрезкой, с отъемными частями, с перекидным или подъемным болваном, с фальшивой опокой, по шаблону, в стержнях, по скелетным моделям. Рассмотрим некоторые способы формовки.
Формовка по разъемной модели - наиболее распространенный способ формовки. При ручной формовке сначала изготавливают нижнюю полуформу (рис. 2.5, а ). Затем изготавливают верхнюю полуформу (рис. 2.5, б ). Для этого нижнюю полуформу переворачивают на 180°, на нижнюю половину модели шипам устанавливают верхнюю половину, монтируют модели шлакоуловителя, стояка и выпоров. Плоскость разъема (лад формы) посыпают разделительной смесью - графитом, мелкотертым кварцевымпеском. Верхнюю опоку устанавливают на нижнюю по направляющим штырям. В неё засыпают и уплотняют формовочную смесь, и получают верхнюю полуформу. После уплотнения смеси удаляют модели стояка и выпоров. Верхнюю полуформу снимают, переворачивают на 180°, удаляют из обеих полуформ модели (рис. 2.5, в ), и приступают к сборке формы. Собранная и готовая к заливке форма показана на рис. 2.5, г .

Рис. 2.5. Формовка по разъемной модели:
а -г – последовательность формовки; МФ – разъем модели и формы
Отливку, показанную на рис. 2.6, при формовке невозможно извлечь без разрушения части формы (объем «К») (рис. 2.6, а ). В таких случаях применяют формовку с подрезкой. Нижнюю полуформу уплотняют обычным способом и переворачивают. Срезают объем «К» (рис. 2.6, б ). Образовавшуюся поверхность тщательно заглаживают. При формовке верхней полуформы (рис. 2.6, в ), на месте этого объема образуется болван. Разъем формы получается не плоским, а фасонным. Далее устанавливают модель верхнего знака 2 , поверхность разрезки посыпают разделительной смесью. Дальнейшие операции формовки не отличаются от операций обычной формовки.

Рис. 2.6. Формовка с подрезкой: а - – уплотненная нижняя полуформа; б - нижняя полуформа после удаления излишков смеси; в – форма в сборе; г – формовка по фасонной модельной плите; 1 – модель; 2 – модель верхнего знака; 3 – груз; 4 - модельная плита; 5 – гнездо знаков; 6 – модель подрезки; К – объем смеси, препятствующей извлечению модели; Ф - плоскость разъема полуформ; н – направление «верх» и «низ» по отношению к плоскости разъема полуформ.
Формовка по модели с отъемными частями применяется при изготовлении сложных по конфигурации отливок с выступающими элементами, когда применение модели с одним разъемом не позволяет извлекать ее половины из полуформ после уплотнения смеси. Отъемные части вида 1 (рис. 2.7, а, б ) применяют при наличии в модели полости достаточной для удаления штифта 8 . При формовке модели с отъемными частями вида 2 (рис. 2.7, а, в ), смесь уплотняют до верхней плоскости отъемной части, затем извлекают шпильку 9 и заканчивают уплотнение. Крепление отъемной части 3 (рис. 2.7, а, г ) называют «ласточкин хвост».

Рис. 2.7. Формовка по модели с отъёмными частями:
а – модель; б, в, г, - последовательность выполнения операций 4, 5, 6, 7 формовки; 1, 2, 3 – виды отъемных частей; 8 – штифт, 9 – шпилька; стрелками показаны перемещения отъемных частей, штифтов и шпилек.
Если невозможно расположить модель на плоской плите, применяют формовку с фальшивой опокой. В фальшивую опоку металл не заливают. Она служит только для формовки в качестве фигурной модельной плиты.
Лекция 2. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Литейное производство - отрасль машиностроения, изготавливающая заготовки или детали (отливки) заливкой расплавленного металла (расплава) заданного химического состава в полость литейной формы, имеющей конфигурацию отливки. При охлаждении, расплав затвердевает и сохраняет конфигурацию полости формы. Литьем можно изготавливать изделия очень сложной конфигурации, которые другими видами обработки - ковкой, штамповкой, сваркой - получить трудно или невозможно.
Литьем изготавливают: заготовки деталей общего назначения, к которым не предъявляются особые требования по механическим и эксплуатационным свойствам; заготовки ответственных деталей, таких как детали двигателей внутреннего сгорания (блоки цилиндров, поршни), рабочие колеса и лопасти газовых турбин, и т.д. Масса отливок может быть от нескольких граммов (детали приборов) до десятков тонн (станины станков, роторы турбогенераторов).
Жидкий металл заливают в разовые формы (после изготовления отливки их разрушают) и многократные (в одной форме можно получить от десятка до нескольких десятков тысяч отливок). Разовые формы изготавливают из неметаллических материалов (формовочных смесей). Многократные формы изготавливают из сплавов на металлической основе.
Задание на курсовой проект................................. 2
1.1. Обоснование способа формовки.................... 4
1.2. Обоснование положения детали в форме при заливке6
1.3. Обоснование выбора поверхности разъема формы и модели7
1.4. Обоснование величины усадки и припусков на механическую обработку, уклонов, галтелей..... 8
1.5. Определение конструкций и размеров знаков стержней. Проверка знаков на смятие 10
1.6. Расчет литниковой системы......................... 14
1.7. Расчет размеров прибылей и холодильников.... 21
1.8. Обоснование применяемой оснастки............. 25
1.9. Расчет размеров опок, массы груза........... 27
1.10. Выбор формовочных и стержневых смесей..... 30
1.11. Режим сушки форм и стержней................. 34
Карта технологического процесса..................... 35
Список литературы........................................ 37
2. Графическая часть
2.1. Чертеж детали с элементами литейной формы и отливки
2.2. Чертеж модельной плиты верха в сборе
2.3. Разрез формы и вид на нижнюю полуформу с установленными в
нее стержнями
1.1. Обоснование способа формовки
Формовка – это процесс изготовления разовых литейных форм. Это трудоемкий и ответственный этап всего технологического цикла изготовления отливок, который в значительной мере определяет их качество. Процесс формовки заключается в следующем:
Уплотнение смеси, позволяющий получить точный отпечаток модели в форме и придать ей необходимую прочность в сочетании с податливостью, газопроницаемостью и другими свойствами;
Устройство в форме вентиляционных каналов, облегчающих выход из полости формы образующихся при заливке газов;
Извлечение модели из формы;
Отделку и сборку формы, включая установку стержней.
В зависимости от размеров, массы и толщины стенки отливки, а также марки литейного сплава его заливают в сырые, сухие и химические твердеющие формы. Литейные формы изготавливают вручную, на формовочных машинах, полуавтоматических и автоматических линиях.
Так как данная отливка имеет вес менее 500 кг, то отливку будем заливать по-сырому . Заливка по-сырому является более технологичной, так как отпадает необходимость в сушке форм, что значительно ускоряет технологический процесс.
В условиях серийного производства можно использовать как ручную, так как и машинную формовку. Для изготовления данной отливки применим машинную формовку. Машинная формовка позволяет механизировать две основные операции формовки (уплотнение смеси, удаление модели из формы) и некоторые вспомогательные (устройство литниковых каналов, поворот опок и т.д.). При механизации процесса формовки улучшается качество уплотнения, возрастает точность размеров отливки, резко повышается производительность труда, облегчается труд рабочего и улучшается санитарно-гигиенические условия в цех, уменьшатся брак.
В качестве формовочной машины применим машину импульсного типа. В такой машине уплотнение смеси происходит за счет удара воздушной (газовой) волны. Сжатый воздух под давлением (6?10)*10 6 Па с большой скоростью поступает в полость формы. Под действием удара воздушной волны формовочная смесь уплотняется в течение 0.02-0.05 с. Оставшейся воздух удаляется через венты. Верхние слои формовочной смеси уплотняют подпрессовкой.
При использовании обычных песчано-глинистых смесей поверхностная твердость формы достигает 89-94 единиц. Максимальное уплотнение смеси соответствует разъему полуформы. Улучшение технологических параметров литейной формы повышает геометрическую точность отливок, снижает брак, улучшает санитарно-гигиенические условия труда за счет полного устранения вибрации и шума.
1.2. Обоснование положения детали в форме при заливке
Основной задачей при выборе положения отливки во время заливки, заключается в получении наиболее ответственных ее поверхностей без литейных дефектов. При выборе положения отливки в форме руководствуемся следующими рекомендациями:
Учитываем принцип затвердевания отливки: отливку располагаем массивными частями вверх, и устанавливаем над ними прибыли;
Основные обрабатываемые поверхности и наиболее ответственные части отливки располагаем вертикально;
Данное положение обеспечивает надежное удержание стержней в форме во время заливки, имеется возможность проверки толщины стенок отливки при сборке формы;
Тонкие стенки расположены снизу и вертикально по заливке, что благоприятно при заливке стали, путь металла к тонким частям самый короткий.
1.3. Обоснование выбора поверхности разъема формы и модели
Поверхность соприкосновения верхней и нижней полуформ называется поверхностью разъема формы. Она необходима для извлечения модели из уплотненной формовочной смеси и установки стержней в форму. Поверхность разъема может быть плоской и фасонной.
Выбор разъема формы определяет конструкцию и разъемы модели, необходимость применения стержней, величину формовочных уклонов, размер опок и т.д. При неправильном выборе поверхности разъема возможно искажение конфигурации отливки, неоправданное усложнение формовки, сборки.
Выбранная поверхность разъема формы удовлетворяет следующим требованиям:
Поверхность разъема формы и модели плоская, что наиболее рационально с точки зрения изготовления модельного комплекта;
Стержень располагается в нижней полуформе, при этом отпадает необходимость в подвешивании стержня в верхней полуформе, облегчается контроль за их установкой в форму, уменьшается возможность повреждения околознаковых частей;
Уменьшаются затраты на обрубку и зачистку отливки;
Позволяет сократить расход формовочной смеси из-за уменьшения высоты формы, так как данная поверхность разъема обеспечивает малую высоту формы;
Модель отливки не имеет отъемных частей.
1.4. Обоснование величины усадки и припусков на механическую обработку, уклонов, галтелей
Усадкой называется свойство металлов и сплавов уменьшать свой объем при затвердевании и охлаждении. Вследствие этого модель должна быть несколько больших размеров, чем будущая отливка. Уменьшение линейных размеров отливки в условиях определенного производства называют литейной усадкой. Ее величина для каждой конкретной отливки зависит от марки сплава, от ее конфигурации и устройства формы.
Для средних отливок из углеродистой стали (сталь 35Л) литейная усадка равна 1.6% .
Припуски на механическую обработку даются на всех обрабатываемых поверхностях отливки. Величина припуска зависит от положения поверхности при отливке, способа формовки и чистоты обработки поверхности, а также от величины отливки и самой обрабатываемой поверхности.
При машинной формовке ввиду большей точности литья припуски на обработку даются меньшие, чем при ручной формовке. Наибольшие припуски предусматриваются для поверхностей, которые при заливке обращены вверх, так как они больше всего засоряются неметаллическими включениями.
Определение припусков по ГОСТ 26645-85 .
|
номин. размер |
класс точности |
степень коробления |
отклонения коробления |
отклонения смещения |
основной припуск |
дополнительный припуск |
общий припуск |
|
|
ряд припусков |
||||||||
Формовочными называют уклоны, которые придаются рабочим поверхностям литейных моделей для обеспечения свободного извлечения их из форм или освобождения стержневых ящиков от стержней без разрушения в том случае, если конструкция детали не предусматривает конструктивные уклоны.
Величина уклона зависит от высоты стенки, материала модели и от способа формовки. Для машинной формовки металлические модели имеют уклон 0.5-1°. Принимаем 1° .
Галтелями называются закругления внутренних углов моделей для получения в отливке плавного перехода от одной поверхности к другой. Они улучшают качество отливки, способствуют равномерному ее охлаждению, уменьшают опасность появления горячих трещин в местах пересечения стенок и предотвращают осыпание формовочной смеси в углах формы при извлечении из нее модели. Благодаря правильно выполненным закруглениям наружных и внутренних стенок удается избежать возникновения усадочных раковин. Применение галтелей повышает усталостную прочность отливок в условиях работы при значительных знакопеременных нагрузках.
По требованию, указанному на чертеже, величина галтелей 2?3мм.
1.5. Определение конструкций и размеров знаков стержней. Проверка знаков на смятие
Литейными стержнями называют элементы литейной формы, изготавливаемые отдельно от полуформ по специальной (как правило) оснастке и предназначенные для получения в отливке отверстий и полостей, которые не могут быть получены от модели. Стержни, как правило, ставят в форму после сушки, чтобы увеличить их прочность и уменьшить газотворность.
Стержневые знаки служат для обеспечения правильного и надежного фиксирования стержня в форме и удаления из него газов во время заливки.
При проектировании стержней необходимо:
Определить границы стержней и их количество;
Обеспечить прочность за счет выбора соответствующего состава стержневой смеси или установки каркасов;
Выбрать способ изготовления, показать плоскость разъема стержневых ящиков и направление набивки;
Разработать систему вентиляции.
При конструировании стержней руководствуемся следующими соображениями:
Стержень располагается в нижней полуформе, так как на установку и крепление стержня в верхней опоке затрачивается в 5-6 раз больше времени, чем в нижней;
Избегаем односторонне посаженых стержней, для чего пользуемся приемом дублирования стержней; при этом исключается возможность их смещения под действием собственной массы или напора металла;
Конструкция формы исключает фиксирование одних стержней в знаках других, так как при этом суммируются ошибки их установки.
При изготовлении отливки данной детали используем один дублированный стержень:
Основные размеры стержня: L = 235мм, a = 704мм, b = 184мм.
Длина горизонтального знака из равна 80мм, что явно недостаточно для устойчивости дублированного стержня. Руководствуясь пунктом 3.4 ГОСТ 3606-80 увеличим длину знака до 240мм.
a = 6°, b = 8° .
Значения зазоров S 1 , S 2 и S 3 :
S 1 = 0.6мм, S 2 = 0.6мм, S 3 = 0.5* S 1 = 0.9мм.
Радиус скругления (переход от основной к знаковой формообразующей поверхности): r = 5мм .
Для получения гнезд под подшипники рассчитаем выступы на дублированном стержне:
Для нижних по заливке: высота знака h = 35мм ,
Для верхних по заливке: высота знака h 1 = 0.4*h = 0.4*35 = 14мм .
Формовочные уклоны на знаковой формообразующей поверхности:
a = 7°, b = 10° .
Значения зазоров S 1 и S 2:
Для нижних знаков: S 1 = 0.3мм, S 2 = 0.4мм .
Для верхних: S 1 = 0.2мм, S 2 = 0.4мм :
Радиус скругления: r = 2?3мм .
При формовке по-сырому для предотвращения разрушения кромок формы при установке стержней ГОСТом 3606-80 рекомендуется выполнять противообжимные пояски для горизонтальных стержней: a = 12мм, b = 2 мм.
Проверка знаков на смятие
Нижний знак.
Прочность смеси на сжатие:
где P – реакция на опоре, кг,
где S н.зн. – опорная поверхность нижнего знака, см 2 ,
n – количество знаков в нижней полуформе, n = 5.
Масса стержня:
G ст = V ст * g ст, (3)
где V ст – объем стержня, г/см 3 ,
g ст – плотность стержневой смеси, g ст = 1.65г/см 3 .
G ст = 95637.166 * 1.65 = 157801.32г.
Опорная поверхность нижнего знака:
Условие выполнено.
Верхний знак.
где S в.зн. – опорная поверхность верхнего знака, см 2 ,
где P ст – подъемная сила, действующая на стержень, г,
m – количество знаков в верхней полуформе, m = 5.
P ст = V * ст * (g м - g ст) –V зн *g зн, (8)
V * ст – объем стержня, на который действует подъемная сила,
V зн - объем стержня, на который не действует подъемная сила, см 3 ,
P ст = 52300.7*(7 – 1.65) – 43336.466*1.65 = 208303.576г,
P 1 = 208303.576/5 = 41660.715г;
Опорная поверхность верхнего знака:
Условие выполнено.
1.6. Расчет литниковой системы
Назначение литниковой системы
Литниковая система (л.с.) должна обеспечить спокойную, равномерную и непрерывную подачу металла в заранее определенные места отливки.
Конструкция л.с. должна создавать условия, препятствующие засасыванию воздуха потоком металла.
Л.с. должна задерживать все неметаллические включения, попавшие в поток металла.
Одной из важнейших функций л.с. является заполнение формы с заданной скоростью: при очень большой скорости заливки происходит размыв стенок формы и каналов самой л.с., а при слишком медленной заливке – значительное охлаждение металла и образование спаев, неслитин, недоливов.
Л.с. должна способствовать выполнению принципа равномерного или направленного затвердевания отливки. Она служит для частичного питания жидким металлом отливки в начальный момент ее затвердевания.
Нормальная л.с. состоит из следующих основных элементов: приемное устройство, стояк, зумпф, литниковый ход, питатели.
1.Приемные устройства
Назначение их состоит в том, чтобы обеспечить попадание струи из ковша в каналы л.с. Также эти устройства гасят энергию струи металла из ковша и частично улавливают шлак, попавший в поток из ковша.
В качестве приемного устройства применим литниковую воронку. Литниковые воронки применяются при заливке всех стальных отливок, независимо от их массы (из-за заливки из стопорных ковшей, а также для уменьшения поверхности контакта металла с литниковой системой). .
Он представляет собой вертикальный канал л.с., по которому металл опускается от уровня чаши до того уровня, на котором он подводится к отливке.
Очень часто по условиям формовки (особенно при машинном изготовлении форм) требуется установка расширяющихся книзу стояков. В таких стояках может происходить подсос воздуха, и требуется установка дросселей, но так как сечение питателей наименьшее (то есть л.с. заполненная), то дроссели не нужны.
Очень ответственным местом в л.с. является зумпф – это расширение и углубление под стояком. Его всегда нужно делать при устройстве л.с. В нем образуется болотце металла, гасящего энергию струи из стояка и тем самым предотвращающего разбрызгивание металла. Кроме того, выходя из зумпфа в литниковый ход, металл направлен снизу вверх. При этом направление движения металла совпадает с направлением естественного движения шлаковых частиц, попавших из ковша в металл, и они быстрее выносятся к потолку литникового хода, то есть зумпф позволяет сделать короче литниковый ход и уменьшить расход металла на л.с.
4. Литниковый ход
Он представляет собой горизонтальный канал, чаще всего трапециевидного сечения, устанавливаемый на плоскости разъема формы. Основным его назначением является распределение потока металла из стояка по отдельным питателям, обеспечивая его равномерный расход.
5. Питатели
Последний по ходу металла элемент л.с. – питатели. Их количество и расположение зависят от характера заливаемых деталей. Сечение питателей должно быть таким, чтобы они легко отламывались от отливки.
Когда металл подводится несколькими питателями к отливке, истечение его из разных питателей, удаленных на различное расстояние от стояка, разное. Дальние питатели пропускают большее количество металла, чем ближние. Это объясняется тем, что в крайних питателях динамический напор частично переходит в статический, поэтому скорость истечения металл из этих питателей выше.
Выбор типа литниковой системы
Решающими факторами, от которых зависит выбор типа л.с., являются: конструкция отливки, принятая в цехе технология и свойства сплава, из которого отливается заготовка.
Для изготовления стальных отливок применяются л.с. максимальной простоты и минимальной протяженности, так как сталь при охлаждении резко теряет жидкотекучесть.
Выбранная л.с. относится к верхним л.с. с горизонтальным расположением питателей. В такой л.с. металл подводится в верхнюю часть отливки и к концу заполнения формы в отливке создается температурное поле, соответствующее принципу направленного затвердевания (снизу холодный, а сверху горячий металл).
Выбор места подвода металла к отливке
При выборе места подвода металла к отливке обязательно учитывается принцип затвердевания отливки. Так как отливка по своей конструкции склонна к направленному затвердеванию, то металл лучше подводить в ее массивные части. Протекающим металлом форма в местах подвода разогревается, в тонкие части отливки металл подходит охлажденным и скорость их затвердевания еще больше увеличивается. Массивные части, разогретые горячим металлом, затвердевают медленнее. Такое температурное поле способствует образованию в отливке (в ее массивном или тепловом узле) концентрированной усадочной раковины, которую легко перевести в прибыль.
Металл подводим вдоль стенки, в этом случае не происходит прямого удара струи металла в стенку формы и вероятность ее размыва уменьшается.
Для определения размеров сечения элементов л.с. нужно задаться соотношением их размеров. Для л.с. стальных отливок массой до 1т.:
SF n: SF л.х. : F ст = 1: 1.15: 1.3 . (12)
Самым узким местом является питатель, поэтому его расчет ведем по формуле Озанна:
где SF n - суммарная площадь сечения питателей, см 2 ;
G – полная масса металла в форме вместе с л.с. и прибылями, кг;
g - удельный вес жидкого металла, для стали g = 7г/см 3 ;
m - коэффициент расхода л.с.;
t - время заливки, с;
H р – средний, расчетный напор, действующий в л.с. во время заливки, см;
g – ускорение силы тяжести, g = 981см/с 2 .
В случае заливки чугуна и стали формула (11) имеет вид:
Так как данная отливка требует установки прибылей, то металлоемкость отливок определяется по формуле:
где G отл – масса отливки, кг;
ТВГ – технологический выход годного, для данной отливки ТВГ = 0.65 ;
Масса отливки определяется по формуле:
G отл = 2*(G дет + G пр.м.о.) (16)
где - G дет – масса детали, G дет = 42.5кг;
G пр.м.о. – масса металла на припуски и механическую обработку, кг;
Припуски на механическую обработку составляют 7 –10% от массы детали, принимаем 9%.
G пр.м.о. = 0.09*G дет. = 0.09*42.5 = 3.83кг, (17)
G отл = 2*(42.5 + 3.83) = 92.66кг
Расчетный напор определяется по формуле Дитерта:
где H – начальный напор, или расстояние от места подвода металла к
отливке до носка ковша, см;
P – расстояние от самой верхней точки отливки до уровня подвода, см;
С – высота отливки по положению при заливке, см.
Чтобы определить Н, нужно знать высоту опок Н в.о. и Н н.о. Их размеры рассчитываются в пункте 1.9.
Рис.1. Схема к определению расчетного напора:
1 – носковый ковш;
2 – приемное устройство (воронка);
3 – питатель;
4 – отливка;
5 – стержень.
Н = Н в.о. + h в – b/2, (19)
где Н в.о. – высота верхней опоки, Н в.о. = 15см;
h в – высота уровня металла в воронке, h в =6см (высота воронки Н в = 75 мм) ;
b - высота стержня, b = 18.4 см.
Н = 15 + 6 – 18.4/2 = 11.8 см.
Р = h м.в. – b/2, (20)
где h м.в. – высота модели верха, h м.в. = 26.25 см.
Р = 26.25 – 9.2 = 17.05 см.
С = h м.в. + h м.н. (21)
где h м.н. – высота модели низа, h м.н. = 15.5 см.
С = 26.25 + 15.5 = 41.75 см.
Тогда рабочий напор равен:
Коэффициент расхода л.с.:
Для соотношения (10):
Время заливки определяется по формуле Беленького, Дубицкого, Соболева:
где S – коэффициент времени, для стальных отливок S = 1.4?1.6 , принимаем S = 1.5;
d - толщина определяющей стенки, d = 15мм;
G – масса отливки вместе с л.с., кг.
Тогда SF п равна:
Скорость заливки:
Общая формула для определения площадей сечения остальных элементов л.с.:
F i = F п *k i *P i , (25)
где F п – площадь одного питателя, см 2 ;
k i – отношение площади i – ого элемента л.с. к суммарной площади питателей, обслуживаемых i-ым элементом;
P i – число питателей, обслуживаемых i – ым элементом, P i = 4.
Для питателя:
Для литникового хода:
F л.х. = 4.21*1.15*4 = 19.36см 2 .
Для стояка:
F ст = 4.21*1.3*4 = 21.89см 2 .
Рис.2. Сечения элементов литниковой системы
1.7. Расчет размеров прибылей и холодильников
Усадочные раковины образуются в отливках вследствие уменьшения объема жидкого металла при охлаждении и, в особенности, при переходе его из жидкого состояния в твердое. Они относятся к числу основных пороков отливок, с которыми литейщикам приходится повседневно работать. Для борьбы с усадочными раковинами применяются литейные прибыли, представляющие собой резервуары жидкого металла, из которых происходит пополнение объемной усадки отдельных частей отливки, расположенных вблизи прибыли.
От эффективности работы прибыли зависит качество отливки и процент выхода годного литья. Установка прибылей способствует выполнению принципа направленной кристаллизации.
Прибыль должна:
Обеспечить направленное затвердевание отливки к прибыли; поэтому ее надо устанавливать на той части отливки, которая затвердевает последней;
Иметь достаточное сечение, чтобы затвердеть позже отливки;
Иметь достаточный объем, чтобы усадочная раковина не вышла за пределы прибыли;
Иметь конструкцию, обеспечивающую минимальную поверхность.
Холодильники, как правило, применяются для регулирования скорости затвердевания различных частей отливки с целью достижения принципа равномерного или одновременного затвердевания.
Применение верхней л.с. позволяет получить в отливке температурный градиент соответствующий направленному затвердеванию. Таким образом, на верхние по заливке массивные части (разогретые заливаемым металлом) устанавливаем прибыли. В нижние по заливке массивные части попадет холодный металл, поэтому эти части не требуют дополнительного охлаждения, и, соответственно применения холодильников.
Расчет прибылей по методу проф. Андреева
Большинство способов расчета прибылей основаны на "методе вписанных окружностей". Суть его заключается в том, что на листе бумаги в натуральную величину вычерчивается термический узел и в него вписывают окружность так, чтобы она касалась стенок отливки. Окружность диаметром d и есть размер термического узла (рис. 3).
Рис. 3. Термический узел.
Прибыль №1
D – наружный диаметр узла, D = 23 см;
D o – внутренний диаметр узла, D o = 18 см.
Диаметр прибыли, см:
D п = d o + d 1 , (28)
D п = 1.0 + 3.18 = 4.18см
Высота прибыли, см:
Н п = d o + 0.85* D п, (29)
Длина прибыли: L п1 = 32.18см.
Прибыль №2
Диаметр круга, вписанного в узел , см:
где a – толщина боковой стенки, a = 1.5 см;
D – наружный диаметр узла, D = 20 см;
D o – внутренний диаметр узла, D o = 15 см.
Диаметр кольца компенсирующего металла, см:
где Н – высота питаемого узла, Н = 6.5 см.
Диаметр прибыли, см:
D п = d o + d 1 ,
D п = 1.0 + 3.18 = 4.18см
Высота прибыли, см:
Н п = d o + 0.85* D п,
Н п = 1.0 + 0.85*4.18 = 4.55см
Длина прибыли: L п2 = 29.04см.
Объем прибылей
Масса прибылей:
G пр = (V пр1 + V пр2)*r ж.ме. , (32)
G пр = 2*(551.59 + 497.77)*7 = 14691.04г.
Выход годного равен:
где G л.с. – масса л.с., G л.с. равен 10?15% от G отл, принимаем 12%.
G л.с. = 0.12*92.66 = 11.12кг
Так как ТВГ значительно больше принятого, то скорректируем объем прибылей для получения принятого ТВГ.
Требуемая масса прибылей равна:
Суммарный объем таких прибылей равен:
Тогда скорректированные параметры прибылей равны:
Н п = 10.5см.
Масса этих прибылей:
G пр = 2*(1450.45 + 1308.92)*7 = 38631.18г.
Тогда конечный ТВГ равен:
Что очень близко к принятому.
1.8. Обоснование применяемой оснастки
Основную массу фасонных отливок из различных литейных сплавов изготовляют в разовых песчаных формах. Для получения таких форм используют специальную модельно–опочную оснастку, необходимую для получения частей формы, стержней и их сборки. Комплект модельно–опочной оснастки включает: модели и модельные плиты для изготовления по ним частей формы, стержневые ящики для изготовления стержней, вентиляционные плиты для образования вентиляционных каналов в стержнях, плоские и фигурные (драйеры) сушильные плиты для сушки стержней, опоки, приспособления для контроля формы в процессе сборки, а также холодильники, штыри для соединения опок и другой инструмент.
Моделями называют приспособления, предназначенные для получения в литейных формах полостей, конфигурация которых соответствует изготовляемым отливкам.
Для машинной формовки модели монтируют на специальных плитах, которые называют модельными плитами. Для серийного производства данной отливки используем одностороннюю наборную плиту (модель, расположенную только на одной верхней стороне, крепят к плите болтами по ГОСТ 20342-74).
В условиях серийного производства отливок используются металлические модели и плиты. Они имеют следующие преимущества: долговечность, большую точность и более гладкую рабочую поверхность. Их используют при машинной формовке, которая предъявляет определенные требования к конструкции и качеству модельной оснастки. Материалом для модели данной отливки, а также для плиты служит сталь марки Ст 15Л (высокая прочность и износостойкость).
Конструкция модельной плиты (0280-1391/002 ГОСТ 20109-74) зависит главным образом от типа машины, на которой будет изготовляться полуформа, конструкции отливки, получаемой по данному модельному комплекту. Модельная плита по периметру имеет вентиляционные отверстия (венты), необходимые для удаления воздуха при импульсной формовке. Количество вент определяется соотношением, диаметр венты 5?6мм.
Для фиксирования опоки на плите они имеют 2 штыря: центрирующий (0290-2506 ГОСТ 20122-74), который предохраняет опоку от смещений в горизонтальном направлении, и направляющий (0290-2556 ГОСТ 20123-74), предохраняющий опоку от смещений относительно поперечной оси плиты.
Конструкция стержневого ящика зависит от формы и размеров стержня и способа его изготовления. По конструкции стержневые ящики подразделяют на неразъемные (вытряхные) и разъемные.
Выбор направления заполнения ящика смесью зависит, прежде всего, от метода изготовления стержня, а также от установки каркасов и холодильников.
В серийном производстве применяют металлические стержневые ящики. Их делают чаще разъемными с горизонтальным и вертикальным разъемом.
Для изготовления стержней данной отливки применяем пескодувный способ. Для пескодувных машин применяют разъемные стержневые ящики. При заполнении смесью они испытывают избыточное давление воздуха, абразивное действие песчано-воздушной струи, а также усилие поджима ящика к надувному соплу машины, поэтому они должны обладать повышенной жесткостью, прочностью, быть герметичными по плоскости разъема и наддува.
Для производства данной отливки в условиях серийного производства и импульсной формовки применим опоки для автоматических линий. Такие опоки имеют усиленные стенки без вентиляционных отверстий. Особенностью опок для формовки на автоматических линиях является их не взаимозаменяемость, т.е. опоки для низа и верха разные. Опока для низа не имеют втулок для скрепляющих штырей. Вместо втулок опока низа имеет коническое отверстие, в котором закрепляется штырь.
Опока верха имеет центрирующую (0290-1053 ГОСТ 15019-69) и направляющую (0290-1253 ГОСТ 15019-69) втулки.
Для сушки стержней применяем сушильные плиты с ровной опорной поверхностью. Основное требование к ним максимальная жесткость конструкции при минимальной массе. Для выхода газа из стержней в плитах предусмотрена система отверстий.
Для выполнения в стержне вентиляционных каналов применяют вентиляционные плиты. Вентиляционные каналы в стержне всегда должны быть расположены вполне определенно, особенно, если они являются частью общей вентиляционной системы.
Шаблоны предназначены для контроля размеров стержней и форм, предварительной сборки нескольких стержней в один общий узел, проверки установки стержней в форме и так далее.
1.9. Расчет размеров опок, массы груза
Рис.3. Расстояние между отливкой и отдельными элементами формы
Длина опоки:
L о = L м + 2*c + d ст, (35)
где L м – длина модели, L м = 836мм;
d ст – диаметр стояка, мм.
L o = 836 + 2*50 + 53 = 989мм
По ГОСТ 2133-75 длина опоки L o = 1000мм .
Ширина опоки:
B o = B м + 2*c, (37)
где B м – ширина модели, B м = 752мм;
с – расстояние между моделью и стенкой опоки, с = 50мм ;
B o = 752 + 2*50 = 852мм.
По ГОСТ 2133-75 при длине опоки L o = 1000мм B o = 800мм .
Высота нижней опоки:
H н.о. = h м.н. + b , (38)
где h м.н. – высота модели низа, h м.н. = 190мм;
b – расстояние между низом модели и низом формы, b = 70мм .
H н.о. = 190 + 70 = 260мм.
По ГОСТ 2133-75 высота нижней опоки Н н.о. = 250мм .
Высота верхней опоки:
H в. о. = h м. в. + a, (39)
где h м.в. – высота модели верха, h м.в. = 262мм;
b – расстояние между верхом модели и верхом формы, b = 70мм .
H в.о. = 262 + 70 = 332мм.
По ГОСТ 2133-75 высота верхней опоки H в.о. = 300мм .
Подъемная сила, действующая на верхнюю полуформу:
P ф = (SF i *H i)*g м + P ст. (40)
где Р ст – подъемная сила, действующая на стержень, Р ст = 208303.576г.
F i – горизонтальная проекция поверхности элемента литейной формы, находящегося под давлением столба металла высотой Н i ;
Н i – высота столба металла, измеряемая от поверхности F i , до уровня металла в литниковой воронке;
g м – удельный вес жидкого металла, для стали g м = 7г/см 3 .
SF i *H i = {*25.3 + [(7.5 2 – 6.5 2)*3.14]*20.3/2 + *9.8 + 22*.08*27 + *20.3 + *20.3 +*34.8}*2 = 46306.084.
Тогда подъемная сила, действующая на верхнюю полуформу равна:
P ф = 46306.084*7 + 208303.576= 532446.164 г.
Масса груза:
P гр = P ф *K – Q в.п.ф. , (41)
где K – коэффициент запаса, учитывающий явление гидравлического удара при контакте металла с потоком формы, K=1.3 – 1.5, принимаем K=1.4;
Q в.п.ф. – масса верхней полуформы, г,
Q в.п.ф. = Q в.п. + Q см.в.о. , (42)
Q в.п. – масса металла опоки, т.к. масса опоки мала по сравнению с
массой смеси в ней, то Q в.п. = 0;
Q см.в.о. – масса смеси в верхней полуформе, г,
Q см.в.о. = (L*B*H в.о. – V м.в.)*g см, (30)
где g см – плотность формовочной смеси, g см = 1.5 – 1.8г/см 3 , принимаем
g см = 1.65 г/см 3 .
V м.в. – объем модели верха, см 3 ;
V м.в. = {(25 2 + 16 2)*10.7*3.14/4 + 20.5*33*10.7 + 22*0.8*9 + (7.5 2 – 6.5 2)*6.5* 3.14/2 + 1450.45 + 1308.92 + (18.2*1.9 + 6.2*1.9)*15.7 + (5*5.5 + 5*5.5 +3*5.5)*15.7 +(11.5*5.5 + 10*5.5 – 2*3.14*1.5 2)*1.2 + 70.4*12}*2 = 41038.59 см 3 .
Q в.п.ф. = Q см.в.о. = (100*80*30 – 41038.59)*1.65 = 328286.33г.
Тогда масса груза:
P гр = 532446.164*1.4 – 328286.33 = 417138.3г.
1.10. Выбор формовочных и стержневых смесей
Формовочными материалами называют материалы, применяемые для изготовления литейных форм и стержней.
Формовочные материалы в зависимости от условий их применения должны отвечать следующим требованиям:
Обеспечивать необходимую прочность смеси в сыром и сухом состояниях;
Предотвращать прилипаемость смеси к модельной оснастке;
Придавать смеси текучесть, необходимую для воспроизведения контуров модели и стержневого ящика;
Обладать низкой газотворной способностью;
Обеспечивать податливость формы или стержня при затвердевании и охлаждении отливки;
Обладать достаточной огнеупорностью и низкой пригораемостью к отливке;
Обеспечивать хорошую выбиваемость формы и стержня;
Обладать низкой стоимостью, быть недефицитными и безвредными для окружающих;
Иметь низкую гигроскопичность;
Быть долговечными.
Формовочные пески являются основными наполнителями формовочных и стержневых смесей. В качестве формовочных в большинстве случаев применяют кварцевые пески, состоящие из зерен кремнезема (Si 2 O) определенной величины и формы. Широкое применение этих песков объясняется тем, что они в высокой степени соответствуют условиям работы литейной формы.
Формовочные глины применяют в качестве минерального связующего в формовочных и стержневых смесях. Формовочными глинами называют горные породы, состоящие из тонкодисперсных частиц водных алюмосиликатов, обладающих связующей способностью и термохимической устойчивостью и способных обеспечить прочные, не пригорающие к поверхности отливок формовочные смеси. При формовке по-сырому отдается предпочтение бентонитовым глинам.
При изготовлении стержневых смесей добавка формовочной глины не обеспечивает получения надлежащей прочности стержней, поэтому в смеси вводят другие связующие добавки, обладающие более высоким значением удельной прочности. Такие добавки называются связующими материалами или крепителями. Связующие материалы должны обладать следующими требованиями:
При приготовлении формовочных и стержневых смесей равномерно распределяться по поверхности зерен формовочного песка за определенное время;
Обеспечивать пластичность смеси;
Обеспечивать быстрое высыхание стержня и формы;
Не обладать гигроскопичностью;
Обладать малой газотворной способностью при сушке и заливке расплава в форму;
Обеспечивать податливость формы и стержня;
Не снижать огнеупорность формовочной и стержневой смеси;
Легко разрушаться при выбивке формы;
Быть безвредными для окружающих, дешевыми и недефицитными.
В качестве связующих материалов используем крепители Б-2 и Б-3. Эти крепители рекомендуется применять для стержневых смесей, из которых изготавливают стержни IV класса, к которым относятся стержни для данной отливки. К этому классу относят стержни несложной конфигурации, образующие внутренние обрабатываемые полости в отливках или внутренние необрабатываемые поверхности, к которым не предъявляются высоких требований .
Крепители Б-2 (декстрин, пектиновый клей) и Б-3 (патока, сульфидно-спиртовая барда) обладают многими общими технологическими свойствами, что позволяет заменять эти материалы друг другом при незначительном изменении состава смеси.
Стержневые смеси и стержни на крепителях Б-2 и Б-3 отличаются следующими свойствами:
- После сушки стержни на крепителях Б-2 имеют достаточно высокую прочность.
- Прочность сухих и сырых стержней резко увеличивается при добавлении в состав смеси глины.
- Текучесть смесей умеренная.
- Температура сушки стержней 160°С - 180°С.
- Стержни обладают достаточной поверхностной прочностью.
- Газотворная способность смесей невелика.
- Стержни для снижения пригораемости подвергают окраске.
- Выбиваемость стержней удовлетворительная, если в смесях не содержится глины.
Классификация формовочных смесей
Качество и стоимость отливок в значительной степени зависят от правильного выбора состава и технологических свойств формовочной смеси. При выборе состава смеси учитывают:
Род заливаемого металла, сложность и назначение отливки;
Наличие необходимых материалов;
Серийность производства;
Технологию изготовления и сборки форм;
Планируемую себестоимость.
По виду заливаемого металла смеси делятся на 3 группы: для стальных, чугунных и отливок из цветных сплавов. Такое деление обусловлено, прежде всего, температурой заливки металла в форму. Для стали, эта температура составляет »1550°С .
Независимо от рода металла формовочные смеси делятся:
По характеру использования – на единые, облицовочные и наполнительные;
По состоянию формы перед заливкой – на смеси для форм, заливаемых в сыром состоянии (формовка по-сырому), и смеси для форм, заливаемых в сухом состоянии (формовка по-сухому).
Если смесь заполняет весь объем формы, то она называется единой. Такие смеси применяют при машинной формовке в цехах серийного и массового производства. Поскольку эти смеси непосредственно воспринимают агрессивное воздействие металла, они должны иметь высокие технологические свойства. Поэтому единые смеси готовят из наиболее огнеупорных и термохимически устойчивых формовочных материалов, которые обеспечивают долговечность смесей.
Применение единых смесей позволяет сократить цикл приготовления формы и тем самым повысить производительность формовочных агрегатов.
Для единых смесей особенно высокие требования предъявляются по газопроницаемости – эти смеси применяются при формовке по-сырому и поэтому обладают высокой газотворной способностью. Отсюда вытекает условие, чтобы требуемая прочность достигалась при минимальном содержании глины, что дает возможность снизить влажность смеси. Поэтому для единых смесей чаще используют бентонитовые глины, имеющие наибольшую связующую способность. В сочетании с добавками крепителей Б-2 и Б-3 бентониты позволяют получить формовочные смеси с влажностью 1.8 – 2.5%. Иногда воду заменяют органическими растворителями (например, этиленгликолем), при этом резко улучшается чистота поверхности и снижается брак отливок.
Формовочные смеси для стального литья
Формовочные смеси для стального литья отличаются от смесей для чугунного литья большей огнеупорностью, так как температура заливки стали превышает 1500°С. Высокая температура заливки способствует увеличению химического и термического пригара, поэтому трудности получения оливок с чистой поверхностью увеличиваются.
Для приготовления формовочных смесей применяют в основном обогащенные и кварцевые пески классов 1К и 2К с содержанием кремнезема не менее 95%. Глинистые пески для изготовления форм стального литья не применяют.
При изготовлении форм для отливки малой массы предпочтительно применяют кварцевые пески зернистостью 016А 02А, что обеспечивает низкую шероховатость поверхностей отливок.
Состав смеси :
Песок 1К016А - 8%,
Оборотная смесь –90%,
Сульфитно-дрожжевая бражка – 1%,
Глина – 1%.
Влажность смеси: 3.5?4.5%.
Стержневые смеси для стального литья
Стержни в процессе заливки испытывают значительно большие термические и механические воздействия по сравнению с формой, поскольку обычно они окружены расплавом. По этой причине к стержневым смесям предъявляются более жесткие требования.
Прочность стержней в сухом состоянии и поверхностная твердость должны быть выше, чем у формы. Стержневые смеси должны иметь большую огнеупорность, податливость и небольшую гигроскопичность, особенно при формовке по-сырому, высокую газопроницаемость и малую газотворную способность, хорошую выбиваемость.
Состав смеси :
Песок 1К016 – 97?98%;
Глина – 2?3%;
Крепитель Б-3 (сульфидная барда) – 4.3%;
Связующее СБ (или КО) – 3.6%;
Влажность – 2.8?3.4%.
1.11. Режим сушки форм и стержней
Формы и стержни сушат с целью увеличения их газопроницаемости, прочности, уменьшения газотворной способности и, в конечном счете, повышения качества отливок. Режим сушки стержней и форм устанавливают для различных групп стержней и форм опытным путем.
Так как стальные отливки массой до 500кг целесообразно заливать по-сырому, то сушку форм производить не будем.
Процесс сушки стержней условно можно разделить на 3 этапа. На первом этапе прогревается вся толща стержня. Так как теплопроводность влажной смеси значительно больше, чем сухой, то в этот период сушки необходимо по возможности стремиться удерживать влагу в стержнях и не давать ей быстро испаряться.
На втором этапе сушки необходимо быстро повысить температуру до максимальной и выдерживать стержни при этой температуре в течение некоторого времени.
На третьем этапе сушки стержни охлаждаются до температуры разгрузки. Стержни в этот период не только охлаждаются, но и досушиваются за счет аккумулированной в них теплоты.
Для хорошей сушки стержней необходимы следующие условия:
Постоянный подъем температуры в камере сушила, а затем поддержание равномерной максимально допустимой температуры в течение сушки;
Колебания температуры в различных зонах рабочего объема сушила не должны превышать при сушке 10 - 15°С;
Обеспечение равномерного движения газов во всем объеме сушила со скоростью 1.8 – 2.2м/с.
Стержни на крепителях Б-2 и Б-3 сушат при 160 - 180°С. Эти крепители твердеют в результате потери растворителя при испарении во время нагрева (тепловой сушки). Поэтому режим сушки стержней на этих крепителях должен быть таким, чтобы они сохраняли небольшое количество влаги.
Продолжительность сушки стержней составляет 3.0 – 7.0ч .
Карта технологического процесса
Список литературы
- Литейное производство: Учебник для металлургических специальностей вузов. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1987
- Титов Н.Д., Степанов Ю.А. Технология литейного производства: Учебник для машиностроительных техникумов. – 2-е изд. перераб. – М.: Машиностроение, 1978
- Абрамов Г.Г., Панченко Б.С. Справочник молодого литейщика. – 3-е изд., перераб. и доп. – М.: Высшая школа, 1991
- Климов В.Я. Проектирование технологических процессов изготовления отливок: Учебное пособие. – Новокузнецк: СМИ, 1987
- Климов В.Я. Курсовое проектирование по технологии литейной формы. – Новокузнецк: СМИ, 1979
- Аксенов П.Н. Литейное производство: Учебник для машиностроительных техникумов. – 3-е изд. – М.: Машиностроение, 1950
- ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку. – М.: Государственный комитет СССР по стандартам, 1986
- ГОСТ 3606-80. Комплекты модельные. Стержневые знаки. Основные размеры. – М.: Государственный комитет СССР по стандартам, 1980
- ГОСТ 2133-75. Опоки литейные. Типы и основные размеры. – Государственный стандарт СССР
- Климов В.Я. Проектирование литниковых систем: Учебное пособие. – Новокузнецк: СМИ,1993
- Климов В.Я., Князев С.В., Куценко А.И. Формовочные материалы и смеси: Учебное пособие. – Новокузнецк: СМИ, 1992
- Климов В.Я., Антонов В.П., Кувыкин Ю.Ф. Проектирование прибылей: Учебное пособие. – Новокузнецк: СибГГМА, 1995
- Василевский П.Ф. Технология стального литья. М.: Машиностроение, 1974
- Василевский П.Ф. Литниковые системы стальных отливок. МАШГИЗ, 1956
К атегория:
Литейное производство
Технологий изготовления литейных форм
Изготовляемые в настоящее время отливки характеризуются большим разнообразием, что вызывает необходимость применения различных литейных форм и материалов.
1. Классификация литейных форм
Литейные формы классифицируются в зависимости от материала, из которого они изготовлены, и состояния при заливке.
Разовые формы служат для формообразования только одной отливки, после чего они разрушаются. Формы изготовляются из песчано-глинистых, песчано-смоляных и других смесей.
Разовые формы могут быть сырыми (формовка по сырому), сухими (формовка по сухому), подсушиваемыми, химически отверж-дающимися и собираемыми из сухих или отвержденных стержней.
Сырые формы благодаря их дешевизне, простоте и быстроте изготовления, отсутствию процесса сушки имеют наибольшее применение. Они используются для отливок простой и средней сложности из чугуна, стали и сплавов цветных металлов массой до 1500 кг.
Сухие формы предназначены для изготовления средних и крупных отливок с большим объемом механической обработки. Хорошо просушенная прочная форма, покрытая противопригарной краской, обеспечивает получение высококачественных отливок. Однако длительный цикл сушки (6-36 ч и более), значительный расход топлива, повышенная трудоемкость выбивки отливок из форм делают их неэкономичными. Они заменяются поверхностно подсушиваемыми и химически отверждаемыми формами.
Подсушиваемые формы изготовляют из формовочных смесей, в состав которых вводят связующие СП, СБ, КТ. Эти формы применяют для ответственных отливок из чугуна и стали массой от 1000 до 8000 кг. Длительность сушки таких форм в 10 раз меньше, чем обычных сухих форм.
Химически отверждаемые формы предназначены для изготовления отливок из стали, чугуна и сплавов цветных металлов массой 100 т и более. Существуют две разновидности таких форм: одни отверждаются при продувке или обдувке их углекислым газом, а вторые -самоотверждающиеся - при кратковременной выдержке в атмосфере цеха.
В последнее десятилетие широкое распространение получил процесс химического упрочнения формы, основанный на применении жидких самоотверждающихся формовочных смесей (ЖСС ), содержащих в качестве связующего жидкое стекло и ускоритель его твердения (катализатор) - шлак феррохромового производства.
Многократно используемые (полупостоянные) формы служат для изготовления средних и крупных отливок простой конфигурации массой до 15 т. Эти формы выполняют из высокоогнеупорной смеси, состоящей в основном из шамота, формовочной глины и кварцевого песка. После соответствующей тепловой обработки стойкость форм достигает 25-40 съемов.
К многократно используемым формам относятся также металлические формы-кокили для отливок из различных сплавов простой и средней сложности, мелких и средних по массе и размерам (в серийном и массовом производстве).

Рис. 1. Приспособление для шаблонной формовки.
2. Формовочный инструмент и приспособления
При изготовлении форм и стержней применяют различные инструменты, опоки и приспособления.
Инструмент. Наиболее полный набор инструмента используется при формовке вручную. Технические условия на инструмент регламентированы ГОСТ 11775-74 - 11801-74.
Для засеивания модели облицовочной смесью предназначены прямоугольные сита с металлической сеткой с ячейками 2-6 мм. Прямоугольными совковыми лопатами наполняют смесью опоки, а лопатами с заостренным концом выкапывают ямы при формовке в почве.
Смесь в опоках уплотняют различными трамбовками:
— при работе на верстаках- короткой трамбовкой (длиной 300 мм). Рукоятка такой трамбовки выполнена из алюминиевого сплава, а клиновидный и плоский башмаки - из Ст. 40 либо из маслобензо-стойкой резины марки А повышенной твердости;
— при уплотнении смеси в средних и крупных опоках наиболее производительной является пневматическая трамбовка. Башмаки ее выполняют из чугуна марки СЧ18-36 или, что предпочтитель-нее, из маслобензостойкой резины марки А повышенной твердости.
Трамбовка приводится в движение сжатым воздухом давлением 5-6 кгс/см2.
Гладилки служат для заглаживания форм. В недоступных для гладилок местах для этих целей применяют ланцеты. Отделку вогнутых поверхностей и углублений производят двухконечными ложечками. Выглаживание неглубоких цилиндрических поверхностей, углов галтелей и других криволинейных поверхностей осуществляют фасонными гладилками/ Оставшиеся частицы смеси из глубоких полостей удаляют крючками.
Песок с модели и поверхностей форм сметают волосяной щеткой-косматкой, которая предназначена также для окраски и замывки крупных форм. Лучшее качество окраски получается при пользовании пульверизатором.
Вентилирование форм производят с помощью душников - игл разных диаметров.

Рис. 10.2. Типы опок. делей в форме осущест
Крупные модели расталкивают металлическим молотком, при этом в модель должны быть врезаны специальные стальные пластинки, чтобы предохранить ее от порчи. Из полуформ модели вынимают с помощью остроконечных и винтовых подъемов.
При формовке по шаблону с вертикальной осью вращения применяют приспособление, изображенное на рис. 10.1. Оно состоит из подпятника-башмака, шпинделя, стопорного кольца и рукава, на котором закрепляют шаблон.
Опоки должны обладать высокой прочностью, жесткостью и минимальной массой. Они изготовляются из чугуна марок не ниже СЧ15-32, низкоуглеродистой стали 20Л - ЗОЛ -1, алюминиевых и магниевых сплавов.
Опоки бывают цельнолитыми и сварными. По конфигурации различают прямоугольные, фасонные и круглые опоки.
В зависимости от массы они делятся на ручные, комбинированные и крановые. Ручные опоки без смеси имеют массу до 30 кг, а со смесью - не более 60 кг; комбинированные без смеси - от 31 до 60 кг, а со смесью - более 60 кг; крановые как без смеси, так и со смесью - свыше 60 кг.
Для точной сборки полуформ применяют штыри, изготовляемые из стали марок 40-45 с закалкой и последующим шлифованием. Различают съемные и постоянные штыри. Последние укрепляют в ушках нижней опоки, а в крупных опоках - в полках продольных стенок. Съемные штыри имеют наибольшее применение при машинной формовке.
Для взаимозаменяемости опок центрирующие отверстия в их ушках сверлят по кондуктору. В эти отверстия запрессовывают стальные каленые втулки, что дает возможность заменить их при износе и тем самым обеспечить точность спаривания опок.
При выборе размеров опок следует исходить из наименьших допустимых толщин формовочной смеси на различных участках формы.
3. Изготовление форм вручную
При формовке вручную литейные формы изготовляют по деревянным цельным и разъемным моделям, модельным плитам, скелетным моделям и шаблонам.
4. Формовка в почве
При формовке в почве наиболее ответственной операцией является подготовка нижней части формы - постели. Различают два вида постели: мягкую и твердую.
Мягкая постель. При изготовлении единичных мелких отливок для каждой из них подготавливают постель в почве. При производстве серии однотипных отливок в полу литейного цеха вырывают яму глубиной на 100-125 мм больше высоты модели и габаритами, превышающими габариты модели на 200-250 мм на сторону. На дне ямы оставляют четыре кучки смеси; на две из них укладывают деревянную рейку, а на другие две - рейку.
На эти рейки кладут линейку и уровнем-ватерпасом проверяют горизонтальность их положения. Затем рейки окучивают смесью, уплотняют ее и вновь проверяют горизонтальность их положения. После этого пространство между рейками засыпают отработанной формовочной смесью, выравнивают ее, а излишек сгребают линейкой. На рейки укладывают бруски высотой 10-12 мм, а на слой отработанной смеси наносят слой просеянной облицовочной смеси.
Сняв бруски, уплотняют ее следующим образом: первый формовщик прижимает линейку к рейке, а второй, приподнимая и опуская другой конец линейки, уплотняет смесь на участке в 300-400 мм. После этого второй формовщик прижимает линейку к рейке, а первый производит уплотнение смеси.
Окончательное выравнивание поверхности и удаление борозд достигается при движении линейки вдоль реек. Выровненную поверхность засеивают тонким слоем облицовочной смеси. На полученную постель лицевой стороной укладывают модель и ударами молотка или трамбовки осаживают ее через промежуточную прокладку.
Твердую постель применяют при изготовлении форм для средних и крупных отливок. В полу цеха выкапывают яму глубиной на 300-400 мм больше высоты модели. Дно ямы плотно утрамбовывают, насыпают на него слой просеянной гари или битого кирпича толщиной 150-200 мм, слегка утрамбовывают его и выравнивают мелкой гарью.

Рис. 3. Схема изготовления мягкой постели.

Рис. 4. Схема изготовления твердой постели: 1 - слой гари; 2- вентиляционные каналы; 3- облицовочный слой смеси; 4 - вентиляционные трубы.
Поверхность слоя выравнивают линейкой и затем душником диаметром 9 мм накалывают вентиляционные каналы до гаревой постели.
Приготовленную таким образом постель засеивают слоем (в 40-50 мм) облицовочной смеси. После уплотнения в нем также накалывают вентиляционные каналы душником диаметром 3-4 мм.
5. Формовка в парных опоках
Наибольшая точность размеров отливок достигается при формовке в опоках. Широкое распространение получила формовка в парных опоках. Формовку сложных по конфигурации отливок осуществляют в трех, четырех и более опоках. Пример изготовления отливки тройника в парных опоках приведен на рис. 5.
Процесс формовки начинают с изготовления нижней полуформы. На подмодельный щиток укладывают нижнюю половину модели и два питателя, а на модель наносят слой облицовочной смеси и обжимают ее руками. В опоку засыпают наполнительную смесь и уплотняют ее. Счистив излишнюю смесь, душником накалывают вентиляционные каналы.
Полученную полуформу скрепляют с подмодельным щитком и кантуют на 180°, устанавливают на разрыхленную площадку формовочного плаца, слегка притирают, после чего открепляют и снимают щиток. Затем проглаживают лад, посыпают его сухим кварцевым песком и сдувают песок с модели. Наложив верхнюю половину модели и шлакоуловитель, устанавливают модели стояка и выпоров.

Рис. 5. Формовка в парных опоках: 1 - нижняя полуформа; 2 - верхняя полуформа; 3 - стержень.
После этого в такой же последовательности изготовляют верхнюю полуформу.
Уплотнение ее должно быть равномерным, без местных слабин и переуплотнений. Степень уплотнения смеси проверяют твердомером. Она зависит от массы и высоты отливки.
Для повышения прочности верхней половины формы ее укрепляют стальными крючками или деревянными колышками - «солдатиками», предварительно смоченными жидкой глиной.
Вынув модели стояка и выпоров, можно раскрыть форму. При формовке мелких моделей после уплотнения смеси половины модели удерживаются в полуформе и не требуют дополнительного крепления. При формовке средних и крупных тяжелых моделей трение между формовочной смесью и моделью недостаточно для удержания ее в верхней полуформе и необходимо дополнительное укрепление ее. Закрепив модель подъемом к верхней опоке, раскрывают форму, удаляют половины моделей и отделывают верхнюю и нижнюю полуформы, затем устанавливают стержень и собирают форму.
6. Формовка по модельным плитам
При этом способе формовки нижнюю и верхнюю полуформы изготовляют раздельно по двум модельным плитам.
Формовку по плитам целесообразно осуществлять в мелкосерийном производстве. На многих ленинградских предприятиях - в объединениях имени Карла Маркса, имени Я. М. Свердлова, «Невский завод» имени В. И. Ленина и др. - она успешно применяется при мелкосерийном производстве сравнительно крупногабаритных отливок (длиной более 3 м и массой до 3 т).
Раздельная формовка по плитам обеспечивает:
— повышение точности отливок;
— увеличение производительности труда на 15-20% за счет сокращения отделочных операций;
— возможность изготовления моделей из отдельных частей с последующей сборкой их на модельной плите;
— повышение съема отливок с формовочной площади в 1,5 раза за счет установки форм в 2-3 этажа со сдвижкой.
При мелкосерийном производстве применяют плиты из прочного деревянного щита, а при серийном - чугунные строганые. Модельные плиты-могут использоваться многократно.
Комплект модельных плит для изготовления отливки корпуса текстильной машины средних размеров (920X420X400 мм) показан на рис. 6.
Формовочные работы осуществляются бригадой из двух формовщиков. Для уменьшения утомляемости рабочих модельные плиты устанавливают на низкие козлы.

Рис. 6. Комплект модельных плит для формовки корпуса: а - плита для нижней полуформы; б - плита для верхней полуформы; 1 - плита; 2 - центрирующие втулки; 3- модель.
Работа ведется в следующей последовательности:
— очистка модели и плиты и нанесение разделительного состава;
— установка на плиты опок низа и верха;
— нанесение на модели облицовочной смеси, установка крючков (в верхней полуформе) и обжатие смеси;
— заполнение опок наполнительной смесью, уплотнение ее, удаление излишков и накол вентиляционных каналов;
— скрепление модельных плит с опоками и их кантовка; установка нижней полуформы на подготовленный плац, открепление модельной плиты, съем ее и отделка (при надобности)
— полуформы;
— установка стержней;
— открепление и съем верхней плиты, отделка (при надобности) полуформы;
— сборка формы.
На собранную полуформу укладывают чугунную плиту (иногда деревянную), на которую устанавливают вторую форму со сдвижкой для установки литниковой чаши.
7. Химически отверждающиеся и крупные оболочковые формы
При изготовлении форм по С02-процессу в формовочную смесь в качестве связующего вводят жидкое стекло. Облицовочный слой жидкостекольной смеси наносят на модель слоем в 20-40 мм, а остальной объем опоки заполняют наполнительной смесью. Все операции изготовления формы выполняют в той же последовательности, как и при формовке с применением песчано-глинистых смесей. После удаления модели и отделки формы ее продувают углекислым газом, при этом она быстро отверждается. Затем форму собирают.
Химически отверждающиеся смеси используются и при изготовлении крупных оболочковых форм, которые применяют при производстве средних и крупных отливок. Форма для стальной отливки подушки прокатного стана массой 10 т показана на рис. 7.
Оболочки изготовляют по тщательно обработанной разъемной деревянной модели, натертой графитом.
Процесс состоит из следующих операций:
— на строганый подмодельный щиток укладывают нижнюю половину модели;
— на него же устанавливают разборный деревянный жакет, в стенках которого высверлены отверстия диаметром 9-10 мм. Расстояние между стенками жакета и модели должно составлять примерно 120-150 мм;
— в зазор между моделью и жакетом устанавливают сварной каркас для упрочнения оболочки;
— слоями высотой 80-100 мм засыпают жидкостекольную смесь, уплотняют ее, между отдельными слоями смеси закладывают стальные прутки диаметром 8 мм для образования продувочных каналов, которые не должны доходить до модели на 20-25 мм; – с горизонтальной поверхности счищают излишки смеси, и накалывают продувочные каналы;
— удаляют стальные прутки и через продувочные каналы продувают полученную оболочку углекислым газом;
— отвержденнуго оболочку вместе с моделью и жакетом кантуют на 180°;
— извлекают модель, раскрывают деревянный жакет и удаляют его.
В такой же последовательности изготовляют верхнюю оболочку.
Сборку полуформ производят в рамке, состоящей из двух опок без ребер. Нижнюю опоку укладывают на выровненную площадку и засеивают наполнительной смесью, которую затем уплотняют. На полученную постель устанавливают нижнюю оболочку и зазоры между ней и опокой засыпают сухой смесью. В знаки оболочки устанавливают оболочковый стержень, накладывают верхнюю оболочку и вторую опоку и засыпают ее сухой смесью слоем в 150 мм.

Рис. 7. Комбинированная форма с оболочковыми вставками: а - нижняя оболочка; б - верхняя оболочка; в - оболочковый стержень; г - собранная форма; д - отливка.
Остальную часть опоки заполняют металлическими шарами диаметром 40 мм. Перед заливкой форму дополнительно нагружают грузами.
Применение оболочковых форм, отвержденных до извлечения из них моделей, дает возможность получать оболочки с размерами рабочих поверхностей, соответствующих размерам модели. Кроме того, модели таких форм выполняют разборными, что позволяет ликвидировать на них формовочные уклоны, требующие дополнительного расхода металла.
8. Формовка по шаблону
Формовка по шаблону осуществляется при производстве единичных средних и крупных отливок, имеющих наружную форму тел вращения простой конфигурации (чаши, маховики, патрубки, трубы с фланцами в т. п.),
Различают следующие виды шаблонной формовки: с вертикальным шпинделем, с горизонтальным шпинделем и по протяжка блонам Наибольшее распространение получила формовка вертикальным шпинделем. Рассмотрим ее на примере формообразования отливки чаши размалывающих бегунов.
Дня шаблонной формовки чаши (рис. 8, а) требуются: станок с вертикальной осью, шаблонная мерка (рис. 8, б), шаблоны для заточки болвана с телом (рис. 8, в) и болвана чаши (рис. 8, г), модели ребер (рис. 8, д) и ступицы с центровым отверстием (рис. 8, е). Формовка производится в почве (с твердой постелью) под верхней опокой.

Рис. 8. Приспособления для шаблонной формовки чаши бегунов.
Процесс состоит из ряда этапов. На первом затачивают болван с телом, который будет служить моделью для изготовления верхней полуформы; на втором осуществляют операции по изготовлению верхней полуформы; на третьем затачивают нижнюю полуформу; на четвертом отделывают и собирают форму; на пятом нагружают форму, заливают и выбивают отливки.
9. Формовка по скелетной модели
При единичном производстве крупных отливок с целью снижения затрат на изготовление моделей применяют скелетные модели, толщина ребер которых принимается равной толщине стенок отливки.
Скелетная модель для изготовления отливки крупной ванны показана на рис. 9, а, а схема формовки - на рис. 9, б. Модель заформовывают в опоке или в почве. Внутреннюю полость заглаживают на уровне брусков и полученную поверхность обкла дывают бумагой. Затем изготовляют верхнюю полуформу с болваном. После разъема верхнюю полуформу отделывают, а в нижней снимают разделительную бумагу, уплотненную между ребрами смесь слегка разрыхляют и шаблоном-сгребалкой снимают слой смеси на толщину ребер. После этого модель извлекают, и изготовление формы заканчивают обычным способом.

Рис. 9. Схема формовки по скелетной модели.
10. Формовка в глине по кирпичу
Формовку в глине по кирпичу осуществляют при производстве таких крупных отливок, как изложницы, ковши, котлы, трубы больших диаметров и т. а Формовку ведут по модели, каркасной модели или по шаблону.
Последовательность изготовления формы и стержня для отливки крупного патрубка приведена на рис. 10. В твердой постели устанавливают подпятник, шпиндель и рукав, на котором укрепляют шаблон. Правильность установки шпинделя проверяют ватерпасом. На чугунный поддон наносят слой глины и выкладывают первый ряд кладки из красного кирпича. На него наносят слой глины толщиной 15-20 мм и выкладывают второй ряд с перекрытием швов в первом ряду.
Для повышения газопроницаемости между рядами кирпичей прокладывают мелкую гарь, гранулированный ваграночный шлак, пучки соломы и душником выполняют вентиляционные каналы в подсохшей глине. Для увеличения прочности кладки через каждые 5-6 рядов укладывают чугунные плиты, соединяемые с нижним поддоном и между собой стяжками.
Правильность кладки проверяют шаблоном. Между рабочей кромкой шаблона и поверхностью кладки должен быть зазор в 20-25 мм. Внутреннюю поверхность кладки облицовывают глиной и шаблоном затачивают рабочую поверхность. После кратковременного провяливания на воздухе удаляют шаблон и шпиндель и сушат форму переносным сушилом. Затем заделывают трещины форму окрашивают и сушат вторично.

Рис. 10. Изготовление кирпичной формы и стержня по шаблону: а - изготовление формы; б - изготовление стержня; в - собранная форма; г-отливка; 1 - подпятник; 2- шпиндель; 3- поддон; 4 - опоры; 5 - кирпичная кладка; 6 -- шаблон для заточки формы; 7 - литниковая система; 8 - облицовочная глина.
Процесс изготовления стержня аналогичен процессу выполнения формы. Сушат стержень в сушиле.
Кирпичную кладку выполняют в специальных кессонах или опоках с заполнением промежутков между кладкой и стенкой опоки формовочной смесью. Такие формы могут использоваться многократно при небольших промежуточных ремонтах.
Современные способы изготовления крупных форм вручную
Непрерывный рост производства крупных отливок требует совершенствования технологических процессов и условий труда снижения трудоемкости изготовления отливок при ручной формовке рассмотрим некоторые рациональные процессы формообразования отливок, разработанные литейщиками ленинградских объединений имени Я. М. Свердлова, «Невский завод» имени В И Ленина и других предприятий.
Металлические постели. При формовке крупных отливок применяют твердые песчано-глинистые постели, а при изготовлении особо крупных отливок постель выполняют кирпичной кладкой. При извлечении отливки из формы постель частично разрушается, и перед каждой формовкой приходится затрачивать много времени на ее ремонт.

Рис. 11. Схема приготовления твердой металлической постели: 1 - слой гари; 2 - металлическая плита; 3 - газоотводные трубы; 4 - кессон; 5 -верхняя полуформа.
Форма с металлической постелью, выполненная в кессоне, показана на рис. 11. Зазоры между стенками кессона и моделью определяются удобством набивки формы. Дно кессона покрывают ровным слоем гари, поверх которого кладут чугунную плиту, образующую металлическую жесткую постель.
Замена верхней полуформы стержнями
Во избежание протечки металла при заливке обычно приме няют прокладочную глину, в результате чего на отливке образуются заливы, на удаление которых затрачивается труд обрубщиков и бесцельно расходуется металл. При замене верхней полуформы перекрывающими стержнями вместо прокладочной глины стали использовать песчаные подушки. Для этого в горизонтальных знаках стержней, через которые выводятся газы, выполнены углубления в 20-25 мм, заполняемые сырым песком с некоторым завышением. При установке перекрывающих стержней песок уплотняется, при этом создаются надежная изоляция вентиляционных каналов и плотный контакт между стержнями, исключающий возможность образования заливов.

Рис. 12. Технология изготовления крупных форм: а - старая технология; б - новая технология: 1 - нижние почвенные полуформы; 2- верхняя полуформа; 3 - прокладочная глина; 4 - пригрузочная плита; 5 - стержень, заменяющий верхнюю опочную полуформу; 6 - вентиляционные стояки; 7 - песчаные подушки.
В результате внедрения новой технологии повысилась размерная точность отливок, сократился расход металла, ликвидированы парк опок и потребность в сушке громоздких полуформ, уменьшилась трудоемкость обрубных работ. Формовка по блок-модели. При изготовлении мелких серии средних и крупных отливок целесообразно объединение в один блок двух однотипных моделей, связанных между собой разделительным стержнем.
Изготовление форм из жидких самоотверждающихся смесей. Чти смеси широко используются при изготовлении крупных стержней Так в литейных цехах объединения имени Я. М. Свердлова все стержни для отливок массой более 3 т выполняют из ЖСС .
Практика показала, что эти смеси могут успешно применяться и при изготовлении форм для крупных отливок. Схема формовки в ЖСС представлена на рис. 14. Модель устанавливают на кирпичи или на укрепленные на ней специальные упоры либо фиксируют в кессоне с помощью планок. Между моделью и стенками кессона должен быть зазор в 100-150 мм. В модели имеются люки для заливки ЖСС . Для улучшения заполняемости формы смесь выдавливают из люков толкателями. После заполнения смесью пространства под моделью ее заливают по периметру кессона в зазоры между его стенками и моделью. Через 35-40 мин после заливки ЖСС модель можно извлечь и приступить к отделке формы.
Рабочая поверхность формы имеет значительную пористость. Для ее устранения на поверхность наносят специальную краску и просушивают- горелкой в течение 2-4 ч при температуре 200- 220 °С.
Технология изготовления сложной формы для отливки чугунной модели лопасти массой 35 т приведена на рис. 15. Эта модель предназначена для формообразования крупных отливок стальных лопастей. Формовка ведется по деревянной модели, снабженной упорами, по которым модель устанавливают на постель, в кессоне. На модели размещают съемную раму, оформляющую контуры болвана. Во избежание всплывания модель и рама нагружаются.
Заливку ЖСС осуществляют через люки, имеющиеся в модели и съемной раме, и в зазоры между стенками кессона и съемной рамы. Затем производят подпрессовку смеси толкателями. После кратковременной выдержки извлекают съемную раму, удаляют смесь из люков, подрезают ее вокруг модели, поверхность полуформы покрывают разделительной бумагой и закрепляют ее шпильками, после чего переходят к оформлению верхней полуформы (болвана-стержня).

Рис. 13. Технология изготовления форм по блок-модели а - почвенная форма; б - стержневая форма.

Рис. 14. Схема изготовления формы из ЖСС .

Рис. 15. Технология изготовления крупной формы с применением
12. Машинная формовка
Механизированное извлечен И модели без предварительной расколотки обеспечивает получени форм высокого качества, повышает точность отливок и снижает брак. Внедрение координатных и наборных плит-рамок делает табельным применение машинной формовки не только при серий” ном и массовом, но и при мелкосерийном и единичном производстве.
Обычно литейную форму изготовляют на двух машинах: одной - нижнюю полуформу, а на другой - верхнюю. При массовом и серийном производстве металлические модели и элементы литниковой системы монтируют на односторонних чугунных плитах, а при мелкосерийном и единичном деревянные модели
укрепляют на координатных плитах или в наборных плитах-рамках. Замену модели на координатной плите и в плите-рамке производят на рабочем месте в течение 20-30 мин.
По способу уплотнения смеси в опоке различают прессовые машины с нижним и верхним прессованием, встряхивающие машины, встряхивающие с подпрессовкой и пескометные.
Уплотнение смеси на машинах с нижним прессованием. Схема работы такой машины приведена на рис. 17. На прессовом поршне, помещенном в цилиндре, закреплен стол. На нем расположена модельная плита, перемещающаяся в неподвижной раме. Опоку устанавливают на штыри неподвижной рамы и заполняют смесью, разравнивая ее по всей Поверхности, После этого опоку со смесью помещают под неподвижную траверсу. При подаче в цилиндр сжатого воздуха прессовый поршень поднимается вверх, модель внедряется в смесь и уплотняет ее. Когда поступление воздуха прекращается, поршень опускается, и производится извлечение модели.
При нижнем прессовании наибольшая плотность смеси создается у модели и понижается к верху,опоки, несколько возрастая у траверсы, что является достоинством этого способа.
Большой расход мощности на преодоление силы трения смеси о стенки опоки ограничивает область применения этих машин. Они могут использоваться при опоках с размерами в свету до 1100X800 мм и высотой до 150 мм.
Уплотнение смеси на машинах с верхним прессованием. Схема работы этой машины показана на рис. 18. На прессовом поршне, помещенном в цилиндре, закреплен стол, на котором расположена плита с моделью. После установки опоки с наполнительной рамкой и заполнения их формовочной смесью в цилиндр подают сжатый воздух под давлением 6 кгс/см2. Под действием воздуха поршень вместе со столом и смонтированной на нем модельной оснасткой поднимается вверх, при этом прессовая колодка, закрепленная на траверсе, внедряется в наполнительную рамку и уплотняет смесь в опоке.
После прекращения поступления в цилиндр сжатого воздуха стол опускается под действием собственной тяжести.
Уплотнение смеси на встряхивающих машинах. Этот способ уплотнения смеси, несмотря на некоторые присущие ему недостат ки, - самый распространенный, так как дает возможность изготовлять формы для сложных крупных отливок в опоках, с размерами в свету 3000 X 2000 мм при высоте до 750 мм.

Рис. 16. Типы модельных плит: а - односторонняя; б - координатная: в -наборная плита-рамка; 1 - основная плита; г - вкладная модельная плита; 3 - модель, 4 - шлакоуловитель; 5 - стояк; 6 - упорные винты.

Рис. 17. Схема работы машины с нижним прессованием.
На рис. 19 показана схема работы встряхивающей машины с подпрессовкой. Она имеет два цилиндра: прессовый и встряхивающий, причем последний служит поршнем для первого Внутри цилиндра имеется встряхивающий поршень, на котором укреплен стол. На столе монтируется модельная плита с моделью.
По штырям на модельную плиту устанавливают опоку с рамкой. После заполнения опоки и рамки смесью в полость встряхивающего цилиндра подают сжатый воздух, под давлением которого встряхивающий поршень поднимается вверх. При этом впускное отверстие перекрывается боковой поверхностью поршня, а выхлопное открывается, и воздух выходит в атмосферу.
Стол с модельной плитой и опокой под действием собственной силы тяжести падает на торец цилиндра, поэтому при ударе формовочная смесь в опоке уплотняется. При опускании поршня впускное отверстие вновь открывается, и цикл повторяется. Обычно стол поднимается на высоту 30-80 мм и совершает 30-120 ударов в минуту. Для уплотнения смеси достаточно 20-40 ударов.
После окончания процесса встряхивания сжатый воздух поступает в полость прессового цилиндра, а модельная плита и оснастка приходят в контакт с прессовой колодкой, закрепленной на траверсе. Колодка входит в полость наполнительной рамки и производит доугоготнение верхних слоев смеси (рис. 19, г и д).
Уплотнение смеси многоплунжерной головкой. При уплотнении смеси жесткой прессовой колодкой (рис. 19), особенно в формах крупных габаритов, трудно достичь равномерности уплотнения. В таких случаях рекомендуется применять многоплунжерную головку (рис. 20), при этом формовочная смесь прессуется большим количеством прессующих башмаков, снабженных поршневыми гидравлическими приводами. Каждый башмак под действием масла на поршень прессует находящийся под ним участок формы независимо от соседних участков.
Уплотнение смеси пескометами широко применяется для механизации наполнения и уплотнения смеси в крупных опоках и стержневых ящиках. Производительность пескометов - от 12 Д° 80 м3/ч уплотненной смеси.
Основным рабочим органом пескомета является головка (рис. 21). В стальном кожухе вращается ротор, на котором с помощью муфты закреплена лопатка-ковш. Через окно в кожухе ленточный транспортер непрерывно подает формовочную смесь, которая при быстром вращении ротора захватывается лопаткой, несколько уплотняется и в виде небольших пакетов выбрасывается в опоку через окно. При большой скорости истечени смеси из окна и непрерывном перемещении головки пескомета л площади опоки создается равномерное уплотнение всех слоев смес независимо от высоты опоки.
СССР успешно эксплуатируются автоматизированные формовочные линии как отечественного производства - конструкции ВНИИ лит-маш, НИИ тракторсельхозмаш, Гипросантехпром и др., так и зарубежных фирм.
Процесс формовки, сборки и выбивки на этих линиях полностью автоматизирован, рабочий-оператор при этом только, управляет механизмами с помощью кнопок.
Вручную выполняются операции установки стержней и заливки, а на некоторых линиях процесс заливки также автоматизирован.
На рис. 23 показана схема автоматизированной линии фирмы «Гизаг» (ГДР ). Она состоит из двух прессовых формообразующих полуавтоматов для изготовления нижней (поз. IV) и верхней (поз. II) полуформ и литейного конвейера (поз. VII ). Собранная на поз X форма поступает на поз. XI - к грузовому конвейеру, где она нагружается, и на поз. XII , где заливается металлом. При дальнейшем движении залитая форма поступает в охладительную камеру (поз. XIII ), снабженную мощной вентиляционной системой. На поз. XIV с охлажденной формы снимается груз.
Верхняя опока протяжным устройством стягивается на поз. I и передается на машину для изготовления верхних полуформ (поз. II). Нижняя полуформа с отливкой и комом смеси продвигается к поз. III , где нижняя опока протягивается, кантуется и передается на машину для изготовления нижних полуформ (поз. IV).
При подходе к толкателю ком смеси с отливкой передается на поз. V- охладительную решетку (накопитель). После кратковременного охлаждения он поступает на поз. VI - выбивную решетку, где разрушается и освобождает отливку.
Формообразующая машина имеет два пресса, между которыми расположены подъемный механизм и дозатор смеси. При поступлении опоки она спаривается с модельной плитой и поджимается к бункеру-дозатору, при этом в опоку выдается определенная порция смеси. Затем опока передается под левый или правый пресс, имеющий многоплунжерную головку.
После процесса прессования ниясняя полуформа возвращается на среднюю позицию, где после протяжки модели она выталкивается поступающей опокой и передается на поз. VIII . Здесь нижняя полуформа кантуется и устанавливается на платформу конвейера. На поз. IX в эту полуформу устанавливаются стержни.
При подходе к поз. X нижняя полуформа накрывается верхней, и форма поступает на заливку. Верхняя полуформа изготовляется аналогично нижней.
Производительность линии в зависимости от типа формовочного автомата и размеров опок составляет 200-280 форм в час.

Рис. 23. Схема автоматизированной формовочной линии.
Министерство образования Российской Федерации
Сибирский государственный индустриальный университет
Кафедра литейного производства
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту
по технологии литейного производства
Выполнил: ст. гр. МЛА-97
Карпинский А.В.
Руководитель проекта: доцент, к.т.н.
Передернин Л.В.
Задание на курсовой проект............................................................................... 2
1.1.Обоснование способа формовки.............................................................. 4
1.2.Обоснование положения детали в форме при заливке........................... 6
1.3.Обоснование выбора поверхности разъема формы и модели............... 7
1.4.Обоснование величины усадки и припусков на механическую обработку, уклонов, галтелей............................................................................................. 8
1.5.Определение конструкций и размеров знаков стержней. Проверка знаков на смятие.............................................................................................................. 10
1.6.Расчет литниковой системы................................................................... 14
1.7.Расчет размеров прибылей и холодильников....................................... 21
1.8.Обоснование применяемой оснастки..................................................... 25
1.9.Расчет размеров опок, массы груза...................................................... 27
1.10.Выбор формовочных и стержневых смесей....................................... 30
1.11.Режим сушки форм и стержней........................................................... 34
Карта технологического процесса................................................................... 35
Список литературы........................................................................................... 37
2. Графическая часть
2.1. Чертеж детали с элементами литейной формы и отливки
2.2. Чертеж модельной плиты верха в сборе
2.3. Разрез формы и вид на нижнюю полуформу с установленными в
нее стержнями
1.1.Обоснование способа формовки
Формовка – это процесс изготовления разовых литейных форм. Это трудоемкий и ответственный этап всего технологического цикла изготовления отливок, который в значительной мере определяет их качество. Процесс формовки заключается в следующем:
Уплотнение смеси, позволяющий получить точный отпечаток модели в форме и придать ей необходимую прочность в сочетании с податливостью, газопроницаемостью и другими свойствами;
Устройство в форме вентиляционных каналов, облегчающих выход из полости формы образующихся при заливке газов;
Извлечение модели из формы;
Отделку и сборку формы, включая установку стержней.
В зависимости от размеров, массы и толщины стенки отливки, а также марки литейного сплава его заливают в сырые, сухие и химические твердеющие формы. Литейные формы изготавливают вручную, на формовочных машинах, полуавтоматических и автоматических линиях.
Так как данная отливка имеет вес менее 500 кг, то отливку будем заливать по-сырому . Заливка по-сырому является более технологичной, так как отпадает необходимость в сушке форм, что значительно ускоряет технологический процесс.
В условиях серийного производства можно использовать как ручную, так как и машинную формовку. Для изготовления данной отливки применим машинную формовку. Машинная формовка позволяет механизировать две основные операции формовки (уплотнение смеси, удаление модели из формы) и некоторые вспомогательные (устройство литниковых каналов, поворот опок и т.д.). При механизации процесса формовки улучшается качество уплотнения, возрастает точность размеров отливки, резко повышается производительность труда, облегчается труд рабочего и улучшается санитарно-гигиенические условия в цех, уменьшатся брак.
В качестве формовочной машины применим машину импульсного типа. В такой машине уплотнение смеси происходит за счет удара воздушной (газовой) волны. Сжатый воздух под давлением (6¸10)*10 6 Па с большой скоростью поступает в полость формы. Под действием удара воздушной волны формовочная смесь уплотняется в течение 0.02-0.05 с. Оставшейся воздух удаляется через венты. Верхние слои формовочной смеси уплотняют подпрессовкой.
При использовании обычных песчано-глинистых смесей поверхностная твердость формы достигает 89-94 единиц. Максимальное уплотнение смеси соответствует разъему полуформы. Улучшение технологических параметров литейной формы повышает геометрическую точность отливок, снижает брак, улучшает санитарно-гигиенические условия труда за счет полного устранения вибрации и шума.
1.2.Обоснование положения детали в форме при заливке
Основной задачей при выборе положения отливки во время заливки, заключается в получении наиболее ответственных ее поверхностей без литейных дефектов. При выборе положения отливки в форме руководствуемся следующими рекомендациями:
Учитываем принцип затвердевания отливки: отливку располагаем массивными частями вверх, и устанавливаем над ними прибыли;
Основные обрабатываемые поверхности и наиболее ответственные части отливки располагаем вертикально;
Данное положение обеспечивает надежное удержание стержней в форме во время заливки, имеется возможность проверки толщины стенок отливки при сборке формы;
Тонкие стенки расположены снизу и вертикально по заливке, что благоприятно при заливке стали, путь металла к тонким частям самый короткий.
1.3.Обоснование выбора поверхности разъема формы и модели
Поверхность соприкосновения верхней и нижней полуформ называется поверхностью разъема формы. Она необходима для извлечения модели из уплотненной формовочной смеси и установки стержней в форму. Поверхность разъема может быть плоской и фасонной.
Выбор разъема формы определяет конструкцию и разъемы модели, необходимость применения стержней, величину формовочных уклонов, размер опок и т.д. При неправильном выборе поверхности разъема возможно искажение конфигурации отливки, неоправданное усложнение формовки, сборки.
Выбранная поверхность разъема формы удовлетворяет следующим требованиям:
Поверхность разъема формы и модели плоская, что наиболее рационально с точки зрения изготовления модельного комплекта;
Стержень располагается в нижней полуформе, при этом отпадает необходимость в подвешивании стержня в верхней полуформе, облегчается контроль за их установкой в форму, уменьшается возможность повреждения околознаковых частей;
Уменьшаются затраты на обрубку и зачистку отливки;
Позволяет сократить расход формовочной смеси из-за уменьшения высоты формы, так как данная поверхность разъема обеспечивает малую высоту формы;
Модель отливки не имеет отъемных частей.
1.4.Обоснование величины усадки и припусков на механическую обработку, уклонов, галтелей
Усадкой называется свойство металлов и сплавов уменьшать свой объем при затвердевании и охлаждении. Вследствие этого модель должна быть несколько больших размеров, чем будущая отливка. Уменьшение линейных размеров отливки в условиях определенного производства называют литейной усадкой. Ее величина для каждой конкретной отливки зависит от марки сплава, от ее конфигурации и устройства формы.
Для средних отливок из углеродистой стали (сталь 35Л) литейная усадка равна 1.6% .
Припуски на механическую обработку даются на всех обрабатываемых поверхностях отливки. Величина припуска зависит от положения поверхности при отливке, способа формовки и чистоты обработки поверхности, а также от величины отливки и самой обрабатываемой поверхности.
При машинной формовке ввиду большей точности литья припуски на обработку даются меньшие, чем при ручной формовке. Наибольшие припуски предусматриваются для поверхностей, которые при заливке обращены вверх, так как они больше всего засоряются неметаллическими включениями.
Определение припусков по ГОСТ 26645-85 .
| номин. размер | класс точности | степень коробления | отклонения коробления | отклонения смещения | допуск | основной припуск | дополнительный припуск | общий припуск |
| ряд припусков | ||||||||
| 19 | 5 | 0.16 | 1.2 | 3.2 | 5.0 | - | 5.0 | |
| 110 | 5 | 0.16 | 1.2 | 5.0 | 5.0 | - | 5.0 | |
| Æ110 | 5 | 0.6 | 1.2 | 5.0 | - | 5.0 | ||
| Æ150 | 5 | 0.6 | 1.2 | 5.0 | - | 5.0 | ||
| Æ180 | 5 | 0.6 | 1.2 | 5.0 | - | 5.0 | ||
| 300 | 5 | 0.16 | 1.2 | - |
Формовочными называют уклоны, которые придаются рабочим поверхностям литейных моделей для обеспечения свободного извлечения их из форм или освобождения стержневых ящиков от стержней без разрушения в том случае, если конструкция детали не предусматривает конструктивные уклоны.



